Vibroform for concrete rings. Materials and equipment. What gives the vibrating
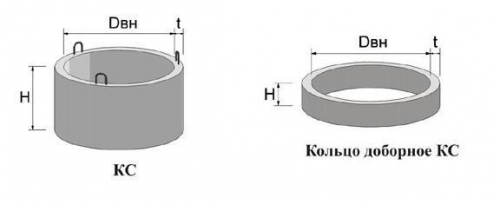
Shape of the well ring used to make wall iron wells concrete rings by GOST 8020-90 and series 3.900.1-14 method of vibroforming, that is, laying a concrete mixture in a vibroform with the subsequent action of vibration and stripping of finished reinforced concrete products immediately after molding. With this technology it is possible to produce rings of wells of almost any size.
According to the experience of 6-year work, the most common vibroforms COP10.9 and KS15.9 , slightly less in demand KC20.9 and КС7.9. Forms such as KS12.9 and vibroforms for rings with a thickened wall are made to order.
The technology used ensures high productivity (up to 30 products per shift using one mold), but it requires the production of a concrete mix at the molding site with a clear control of the moisture content of the rigid concrete mixture. In most production conditions, the moisture content is monitored visually, by the nature of the mixing of the concrete mix in the concrete mixer. It is quite possible to transport a concrete mixture in a tub or dump truck from closely located concrete assemblies, but the volume of concrete should not exceed the hourly production requirement.
Advantages of our vibroforms for well rings:
1. Wall thickness of the mold allows you to maintain the accuracy of geometric dimensions throughout the life of products
2. Number of vibrators, installed on the vibroform, determined and reconciled for 5 years of operation vibroform.
At the request of the customer, the number of vibrators installed on the mold can be changed.
3. Power of vibrators, installed on the mold affects the duration of the vibration of the concrete. The higher the specific power factor, the faster the consolidation of concrete. We use the IV-98 electric-vibrator with a power of 0.9 kW. Note that, despite the presence on the market of vibroforms with vibrators IV-99 in the same quantities (for example the form KS15.9 with 2 vibrators) and their relative cheapness, preference should be given to more power-hungry forms: electricity consumption increases insignificantly. The electric vibrators work in a cycle of production of the ring for 3-5 minutes, and the quality of compaction and the speed of compaction of concrete increase.
How are our competitors trying to save money? Reducing the number of vibrators to one, while reducing the power (for example, the form of KS10.9 with a single vibrator) gives the form, the cycle of vibroconcrete of the concrete is increased, the quality of the compacting of concrete falls. Yes, the manufacture of forms of thin metal, reduced power of electric vibrators, reduction of the number of vibrators to one per vibroform - allows reducing the price of the vibroform, sometimes twice as much. But we must remember that such a light form is not designed for a sufficiently intensive and long operation. When making 3-5 items per shift, this form can last a long time. But when trying to use equipment more intensively, cases of detachment of vibrator areas are frequent, the form loses its geometry, etc.
Therefore, for the assembly of serious productions, we recommend products with years of proven design, reliable and durable.
Vibration Structure
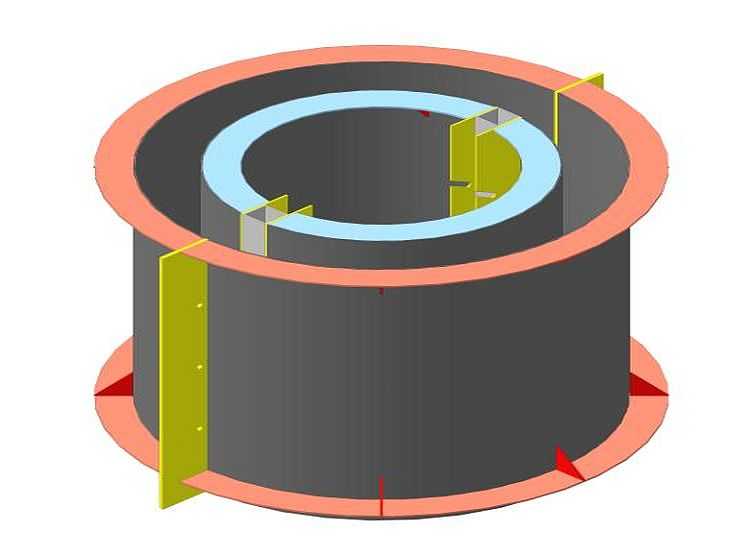
The device of the vibroformit is not difficult: two metal cylinders, one of which is attached to a cone with a loop (the inner part is a core), and on the other - vibrators (the outer part). The mold is made of metal sheet and additionally reinforced with a profile - the core at the bottom, the outer part of the mold - at the top and bottom. Elements of the form reinforcement in the photographs: vertical metal bands (first photo), horizontal profile along the circumference of the outer part of the form (second photo). Installation of vibrators is carried out on specially made vibrator platforms. Assembly is carried out by placing the core in the center of the outer ring, fixing is done with metal fingers.
The standard vibroform of the ring is designed for the manufacture of concrete rings of wells with eyelets, this variant as the main one is described in GOST 8020. In the sidewall of the mold, at two diametrically opposite points, formers are installed. Purpose of the blower: create a hole (eyelet) in the side wall of the ring, which will be used to secure the lines and move the finished products. If necessary, the hole in the outer wall of the vibroform can be muffled. Appearance of the vibroform KS10.9 with the blowing agents is presented in the photo below.
Forms can also be manufactured without blowers, hoisting rings in this case will be carried out for metal loops, rigidly connected to the reinforcing carcass (for more details see the issue of reinforcement in the series 3.900.1-14). However, this option excludes the manufacture of concrete rings with a lock, which became the standard in many regions of Russia.
The price of the molds, regardless of the presence or absence of the transmitters, remains constant: it is important for the buyer to determine which products - with lugs, locks or metal hinges - will be more in demand in the region.
Forms for rings with a lock
For the manufacture of rings with a lock, the above-mentioned shapes with eyelets are used without any changes in the construction. Those. On this form, you can make simple rings with eyelets (with smooth ends of concrete products) and rings with a lock.
The lock is used to improve the sealing of the joint of individual rings. Molding of the groove and the crest of the lock is carried out using hollow-forming: upper and lower. Recently, the main option for the manufacture of cavities was metal (previously rubber could have been used). Advantage of a metal void former in front of rubber is increased stiffness. The standard hollow former for the ring KS10.9 is made of a metal sheet 16 mm thick in the form of 4 segments, which are fixed in a single ring by welding. If such a height of the lock is not enough, locks of 20 or 30 mm in height can be made of metal sheet.
In general, the lock is used for KS10.9 rings and, less often, for KS15.9 rings.
Hollowers can be made in the form of separate segments 25 mm high, joined in a ring before forming a concrete product. For the KS15.9 rings, the void-forming devices are made only in the modular version, 25 mm high.
In the construction of the wells with the lock, the movements of concrete (ferro-concrete) rings are virtually eliminated relative to each other, which increases the strength of the entire reinforced concrete well construction and the degree of waterproofing achieved.
We offer molds for manufacturing concrete wall rings of the following basic sizes:
It is possible to manufacture vibroforms of concrete rings of any other dimensions. Prices for vibrating rings of other sizes can be found in price list.
The vibrator is equipped with common industrial vibrators IV-98 (KS 7.3, KS 10.9 and KS15.9 - 2 pcs., KS 20.9 - 3 pcs.), Rated at 380 V. In agreement with the customer it is possible to install vibrators designed for 220 or 42 V voltage.
Together with vibroforms well rings Also purchased:
The area of application of reinforced concrete rings is quite extensive. If there is a need to save money, you can do it yourself. But this requires molds for concrete rings. The purchase of such equipment is an expensive pleasure, for private use it will not justify itself. But you can also do forms yourself.
What are concrete rings for?
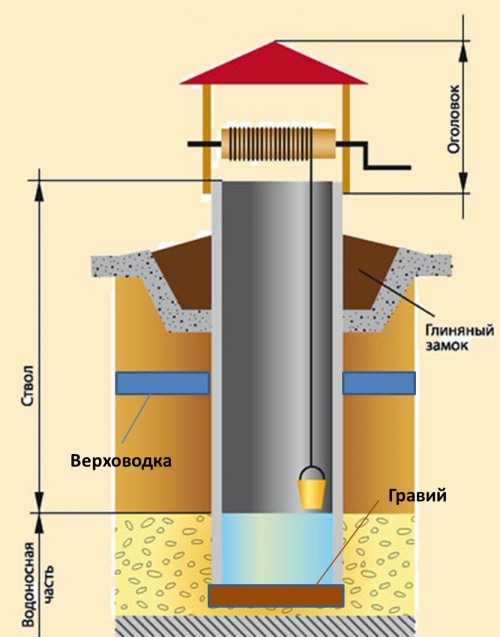
Most often, concrete rings are needed for the device, but also used for devices autonomous sewerage - make or filtration wells. Another area of application is the manhole in the installation and drainage system. Made from concrete rings even. And there are different options - vertical, horizontal. In general, the scope of application is wide.
There are rings of different sizes for different needs, they also have different wall thicknesses, can be with or without reinforcement. Despite such an abundance of choice, many people are thinking about making reinforced concrete rings with their own hands. The whole point is that with the development of the site you may need not one ring, and not even ten. Some only take a dozen more to the well. The prime cost of manufacturing reinforced concrete products is much lower than their retail price. Even taking into account the fact that you will have to make molds for concrete rings. And if you still consider the cost of delivery, then the savings are very even solid.
Varieties and sizes of concrete rings for wells
Industrially manufactured concrete and reinforced concrete rings must meet the standards prescribed in GOST 8020-90. Their dimensions can be taken from the table, as well as the approximate weight and price (indicated with the delivery in Moscow).
| Name | Height | Wall thickness | Inner diameter | Weight | Price without lock / with lock |
|---|---|---|---|---|---|
| COP-6 | 7 centimeters | 12 centimeters | 58 centimeters | 60 kg | 390 rub |
| COP-7-1 | 10 centimeters | 8 centimeters | 70 centimeters | 46 kg | 339 rub |
| КС-7-1,5 | 15 centimeters | 8 centimeters | 70 centimeters | 68 kg | 349 rub |
| COP-7-3 | 35 centimeters | 8 centimeters | 70 centimeters | 140 kg | 589 rub |
| COP-7-5 | 50 centimeters | 8 centimeters | 70 centimeters | 230 kg | 800 rub |
| COP-7-6 | 60 cm | 10 centimeters | 70 centimeters | 250 kg | 830 rub |
| COP-7-9 | 90 centimeters | 8 centimeters | 70 centimeters | 410 kg | 1230 rub |
| КС-7-10 | 100 cm | 8 centimeters | 70 centimeters | 457 kg | 1280 rub |
| COP-10-5 | 50 centimeters | 8 centimeters | 100 cm | 320 kg | 1110 rub |
| COP-10-6 | 60 cm | 8 centimeters | 100 cm | 340 kg | 1130 rub |
| COP-10-9 | 90 centimeters | 8 centimeters | 100 cm | 640 kg | 1530 rub / 1700 rub |
| КС-12-10 | 100 cm | 8 centimeters | 120 cm | 1050 kg | 2120 rub |
| COP-15-6 | 60 cm | 9 centimeters | 150 cm | 900 kg | 2060 rub |
| KS-15-9 | 90 centimeters | 9 centimeters | 150 cm | 1350 kg | 2670 rub |
| COP-20-6 | 60 cm | 10 centimeters | 200 cm | 1550 kg | 3350 rub |
| KS-20-9 | 90 centimeters | 10 centimeters | 200 cm | 2300 kg | 4010 rub |
| KS-25-9 | 90 centimeters | 12 centimeters | 250 cm | 2200 kg | 16100 rub |
For the manufacture of products of each type should be two parts of the formwork - external and internal. The distance between them is prescribed in the GOST, depending on the size of the ring. For reinforced rings for a well with a diameter of 70 cm or 100 cm, it is 7 cm and 8 cm, respectively, in the manufacture of rings without a bookmark of reinforcement, the thickness of the walls is much larger - 12 cm and 14 cm.

For the preparation of rings, special shapes are required
In addition to different sizes, there is still a different profile of the end part of the rings - even and with a lock. The lock is a ridge-like protrusion. Call such rings pazogrebnevymi or lock. Put on each other, they are well adhered, they are difficult to move with lateral loads, which is very important for the construction of wells of any purpose. Minus this option - more complex shapes for concrete rings - it is necessary to form the appropriate steps at the ends.
Technology of manufacturing of concrete and reinforced concrete well rings
To make concrete rings in production, a hard solution with a small amount of water is used, after pouring it is necessarily subjected to vibrations. Without this process, it is impossible to achieve uniformity and high strength. In the production of vibrators are built into the walls of the molds, for private manufacture it is possible to use submersible vibrators for concrete. These are relatively small devices, the body of which is held in the hands, and the vibrator head is lowered into the concrete. The length of this nozzle should be sufficient to reach almost to the bottom of the ring.

Which concrete to use
Concrete for well rings for the strength of the load is used at least B15 (class M200). Composition of hard concrete that is used in production:
- cement ПЦ500Д0 - 230 kg:
- sand of medium grain size (modulus of size 1.5-2.3) - 900 kg;
- crushed stone of the fraction 5-10 mm - 1100 kg;
- plasticizer C-3 - 1.6 kg;
- water - 120 liters.
The output is a cubic meter of concrete. The amount of water is indicated for sand humidity of 4%. If the sand is wet, the amount of water is significantly reduced.
That it is necessary to say that in the usual type of "pear" such dry concrete you do not mix. For mixing, a forced-type mixer must be used. If it does not, make more flowable concrete. The disadvantage of this solution is that it is necessary to withstand concrete in the formwork for some time (from 4 to 7 days depending on the temperature). In the presence of one form for concrete rings, making a dozen concrete rings can stretch for a month. The solution is to make the solution as rigid as possible and to have more than one pair of formwork.
Reinforcement of concrete rings
It is possible, by all rules, to tie a reinforcing ring from a ribbed rod 8-10 mm thick - circles connected between each other by vertical pieces of reinforcement. The number of rings of the reinforcement depends on the height of the ring. The optimal distance between them is 20-30 cm. When the height of the well ring is 90-100 cm, three or four reinforcement belts are made. Vertical segments are set in increments of 30-40 cm. They are tied with a special knitting wire.
To the upper reinforcement belt, it is possible to tie loops, for which it will be possible to turn the concrete ring with the help of lifting equipment.
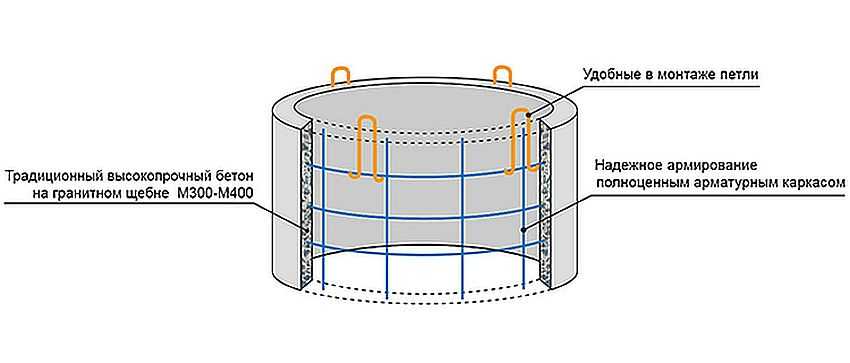
When installing the reinforcement belt, remember one detail: the reinforcement should be located in the thickness of the concrete. From the metal to the edge of the product should be at least 3-4 cm. Therefore, the figure above shows that the reinforcement belts are not on the surface, but much lower. Approximately and it is necessary to have an armature.

The armature can also be welded, but it is better to tie - the stronger the construction is
Self-made concrete rings are often reinforced with a finished steel mesh - the thickness of the rod is not less than 4 mm, the step is 20 cm. It is cut off of tedious height and length, bent into a ring, the edges are tied with wire. This reinforcement is somewhat worse than the standard one, but it is enough to give greater strength.
What gives the vibrating
The process of vibration increases the strength of concrete for several classes (without changing the formulation). When processing concrete, it "seeps" in front of it, bubbles of air come out of it, the filler and cement are distributed evenly. Doing without this procedure will not work - the walls will be loose, will leak and quickly break down.

However, you can not overdo it - there can be a stratification. Stop the treatment when the shrinkage of the solution stops, the surface will become smooth and cement milks will appear on top.
Manufacturing process
On an even area or sheet of iron is installed the outer (outer) part of the formwork. If a groove ring is made, the groove shaper is laid down. At a distance of 3-4 cm from the edge of the formwork a reinforcing mesh is exposed. The inner part of the formwork is put, fixed with screws to the protruding parts of the external formwork (fingers).
The concrete is thrown into the established form with shovels or some kind of device. After the ring is filled, vibrate (in ready-made forms it takes 1-2 minutes). If necessary (see shrinkage), concrete is added. After the end of vibration, the surface of the ring is smoothed by the trowel. If necessary, install and press the ridge ring.
In industrial conditions, the decking is immediately carried out - for this purpose, hard concrete is used, so that you can immediately use the kit to make the next ring. To do this, remove your fingers, take out the formwork. Forming the lower groove, the embrittlement remains until the concrete sets.
How and from what to make molds for concrete rings
Factory forms are made of sheet metal, reinforced with stiffening ribs. The thickness of the metal is 3-8 mm, depending on the size of the ring.

From barrels with thick walls
At home, it is not easy to bend a sheet metal with the required radius of curvature. It is much easier to find two thick-walled barrels with different diameters. Diameters should differ by 14-16 mm. In this case, the wall thickness will be 7-8 mm. For a well ring with reinforcement is what is required.

The barrel is cut off the bottom, the inner part is made higher by about 10 cm - so it is more convenient. To be able to remove the formwork from the finished ring, the barrels are sawed along in two parts. Halves must be securely connected. You can do this in different ways:
- welding the corners with drilled holes, tighten with bolts;
- make "ears" in which to hammer wedges.
To the inner part did not lead, to each half you need to weld a few struts, which will keep the walls from distortion.
Inserting one part of the formwork into the other, set them at the same distance one relative to the other (measuring the gap in a circle). In several places holes are drilled - under the studs, with which they will be fixed. Hairpins - pieces of a rod from both sides of which the thread is cut. The holes are placed one opposite the other, so that the parts of the formwork can be reliably fixed.
In the drilled holes insert the studs, tighten the nuts. With a not very large thickness of the walls of the mold for concrete rings, it is most likely necessary to put large washers or metal-cut plates with a hole under the nuts, so that when the concrete is poured the shape does not bend.
Sheet metal
If desired, you can make molds for concrete rings and a strip of sheet metal and wooden bars, which will give the formwork rigidity. Cut the strip of the desired length - along the circumference of the circle + 10 cm to the joint. The width of the strip is equal to the height of the ring + 10 cm. At the bottom and at the top bend the sides of 5 cm, along the edge of the strip you make the same side. In the side edge, drill holes for the tightening bolts. The top edge is cut every 20-25 cm (less if the diameter of the ring is small). Now the band can be bent - get a ring. But it is very unstable - "plays". Stiffness can be given with a wooden frame.

Forms for concrete rings can be made of sheet steel
From the bar, cut pieces of 20-25 cm long. Mount them under the side to drill a hole in the metal, fasten the self-cut strips of bars. When the length of the bars is 20-25 cm, the shape will not be round, but multifaceted. If this is critical for you, you can make incisions more often, cut the bars more shortly. It is also necessary to strengthen the height. To do this, too, use bars. Strengthen them more often - so that the walls do not bend.
If you know how to use welding, you can go another way. In addition to sheet metal, a profiled square-section pipe will be needed. It will fit 15 * 15 mm or 20 * 20 mm. First, you need to bend four identical half-arches from the profile pipe. Four large - for external formwork and four smaller - for the inner. To the arcs weld the cut strips of metal.

From wooden boards or bars
If you work with a tree easier, you can collect shapes for zhb rings of wood. They are collected from narrow plates, at the bottom and at the top fixed with a ring. The ring can be made of metal, for example, from a bent profiled pipe. It can be curved on the pipe bend with the required radius of curvature.
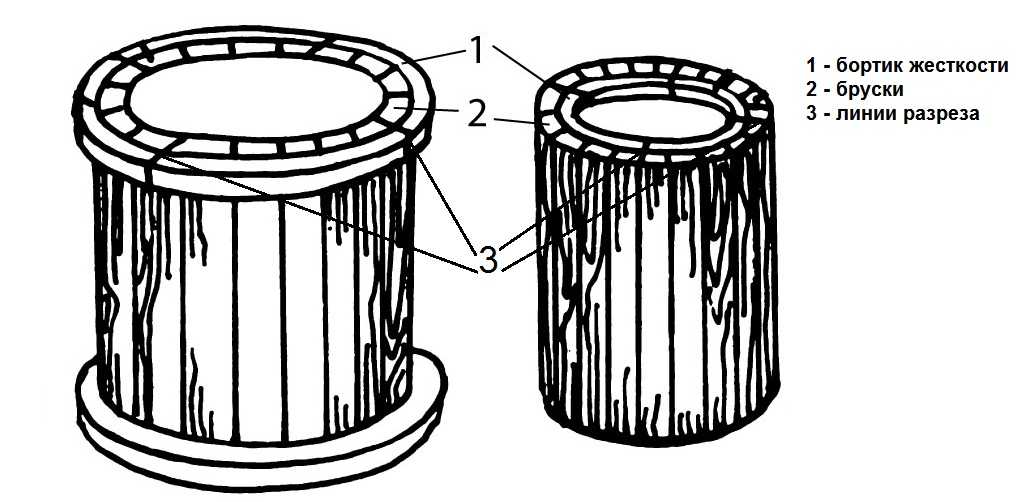
If cooper art is your horse, you can make arcs out of wood too. The material is not so important. The strength and rigidity of the resulting mold is important. Note that the rim is attached to the outside of the larger formwork and from the inside smaller.
Important! To remove the formwork easily, before filling the mold should be lubricated. If you plan to use concrete rings for a well with drinking water, you can use sunflower oil. If a technical facility is supposed to be used, it may be used as a lubricant mixed with machine oil or with DT (or pure engine oil).
When erecting engineering communications During the installation of water supply systems, sewerage, drainage of the private plot, it is necessary to construct wells for various purposes. At the same time ready-made reinforced concrete rings for wells are purchased at large factories or from individual entrepreneurs engaged in the manufacture of such products. In some cases it is more profitable to buy a form for self-production of data concrete structures and in place cast rings in the right amount. There are different types of blanks, differing in size and configuration, using which, you can get reinforced concrete products of different diameters and heights.
This video shows the work of a self-made installation, with the help of which concrete rings for wells are made. It should be noted that for one product, two workers take only 15 minutes.
Preparation of maximum strength concrete
For the manufacture of reinforced concrete rings for the well, mature cement of grade M400 and higher is required. Cement is considered mature, from the date of production which has passed more than a month. In addition to cement, water and sand, as well as gravel, are needed. It is important to observe the ratio of all the ingredients to obtain concrete of maximum density. For this, each part of the cement is taken:
- sand (2-2.5 parts);
- water (0.5-0.7 parts);
- gravel (3-4 parts).
The preparation of concrete begins with the mixing of sand and cement. Then water is added to the mixture of materials, and the kneading process continues. Next turn comes to the gravel, which must be wetted with water before addition. In a form installed on a flat floor or steel pallet, first place the reinforcing mesh, which secures the eyes, necessary to move the finished ring. After that, they start pouring the mold with concrete. The thickness of the reinforced product is from 0.6 to 11 mm. Depending on the dimensions, the volume of the manufactured ring changes, which affects the amount of the solution to be mixed.
Important! If you make rings for a well yourself without the use of reinforcement, then increase the wall thickness to 15 cm. The life of such rings is very large. To prevent displacement of the cylindrical walls, a spacer of wooden wedges is placed between them.

The production of concrete rings on an open construction site is recommended to be carried out under a canopy to avoid precipitation in the solidifying solution
List of necessary equipment
The work on the manufacture of concrete rings is carried out on a spacious construction site. The list of mandatory equipment and necessary devices can include:
- concrete mixer (shovels and metal sheet, on which the concrete solution is manually kneaded);
- blanks for rings (special shapes);
- vibrator;
- lifting devices, since the weight of a single reinforced concrete ring for a well can reach 500 kg or more;
- frame reinforced (can be purchased ready or woven independently from the wire).
How to make a form for a well ring yourself?
When self-manufacturing cylindrical shape selects two metal barrels, the diameters of which will make a ring of installed dimensions. Instead of barrels, air ducts or pipes of the appropriate diameter can be put into operation. If there are no ready-made cylindrical shapes of the desired diameter, they are made from separate steel sheets, connected to each other by simple window or door awnings. Data connecting elements attached to the metal form by welding or rivets.
Important! You can perform formwork not only from metal or plastic cylindrical "glasses". With light plastic forms it is easier to work with small mechanization of manual labor.

Personal water supply, a well or an equipped septic tank can not only take sewage water, but even produce gas for a cooker. In such structures, the reinforced concrete ring is the main participating element. Some people purchase such rings, delivering them immediately to the house. But not everyone can afford the purchase and delivery of this item. However, do not despair! There is an option to buy a ready-made form for making well rings by yourself. Let's take a closer look at this technology.
Evolution of well rings
If you look at history, you can say that well rings first appeared as far back as 2600 BC in India. Also similar products were used in Old China and Ancient Rome. And well rings came to Russia only in the 19th century, when the need for their exploitation increased, it was at this time that the first underground communications were built. But the walls of the very first well rings were not made of concrete, they were laid out of bricks.
And only in the sixties the material was replaced, the walls of the well rings were made of concrete and reinforced concrete. Many problems solved the appearance of concrete and reinforced concrete, and along with them, well rings, which have more advantages than the brick that the sewer walls laid out. At the same time, the time-consuming and time-consuming installation of utilities became easier.
Together with the replacement of the material for the production of underground communications, the design of the well ring changed. First of all, the differences are noticeable at the end of the ring. The most ordinary well rings had a flat butt, later there were products with docking ends, which were called docking rings with a lock. It is thanks to the presence of such a reliable connection, the docking rings are highly waterproof.
Of course, the well rings that have a lock have become much better than traditional rings, since they were not disturbed by the displacement of the ground, and thus did not cause problems with their functioning. The movement of the rings together with the soil and ensured the integrity of the structure in general. But this fastening system was not 100% reliable either, therefore a new fastening was developed - external and internal ledges on the well rings, which provide a blind fastening of the rings to each other and exclude the slightest displacements.
Purpose of well rings
First of all, well rings are used to install sewerage wells.
They are often used to equip highways and city roads, where they are designed to remove unwanted precipitation. Today, well rings are also used to equip bridges through canals and trenches, various types of wells, various treatment facilities, landscape design, etc. Well rings are used as a non-removable formwork when installing engineering structures or various foundations. In addition, rings are often used to build wells at home.
There are modern versions of well rings, for example plastic ones. They are light in weight, which facilitates easy installation. As it turned out, in terms of strength, they are not inferior to reinforced concrete. Plastic rings do not interact with various chemical elements and are not affected by corrosion. But they still can not provide the entire complex of properties, for example, they have very low frost resistance.
What explains such a demand for these products? First, they are durable and resistant to heavy loads. Secondly, the material does not pass water and is environmentally friendly, this is important, since the water that enters the structure can be consumed for drinking and cooking. It is worth noting that well rings are mounted very quickly and have an acceptable price.
The quality of the wells being purchased is subject to certain requirements. It is quite clear that such products must have a good density, otherwise they will not be applicable. Well rings should be consistent with all norms of the state standard and environmental factors. The fact is that the water that enters the structure can be consumed for drinking and cooking. Well rings must have high strength and ability to withstand heavy loads.
Design and production of well rings
The classical rings have the shape of a cylinder, but there are rectangular variants. It should be noted that the rings can be with and without lock. Ordinary rings are endowed with a flat end. Well-ringed rings with a lock are endowed with docking ends. According to experts, the tightness of the lock connection can provide better leakproofness and reliability of engineering systems.
Base rings have standard sizes and are divided into a small, medium and large group. Small rings are endowed with an internal meter diameter, a wall thickness of 16 centimeters, a height of 90 centimeters and a weight of 600 kilograms. The inner diameter of the well of the middle group is 1.5 meters. They weigh one ton, and have the same height. Large rings weigh one and a half tons, and their internal diameter is 2 meters.

In addition to the standard wall rings, wall extensions are produced which differ in height and are used to construct part of the well that protrudes above the ground. Such donors differ in their lower height, in comparison with the standard version. An obligatory element of the construction of the well are the covers and bottoms, which are included in the set of the listed groups and have a corresponding diameter.
Every year the production of reinforced concrete rings is improved due to the introduction of new technologies. When laying metal fittings, laser cutting was used. All innovations allow us to produce high-quality and reliable products. In connection with the simplification of manufacturing, the final cost of the well rings began to decline.
When making well rings, special shapes are used. The dimensions of the outer inner diameter are determined by means of formwork. In the space of these dimensions, a reinforcing wire mesh or wire is placed and the solution is poured. To better compact the mold, it is usually subjected to a vibratory action that compresses the concrete. As a result, the product is very durable, can withstand heavy loads and effectively fulfills its mission.
In the manufacture of well rings, special clamps can be installed, which are called runners. Industrial ferro-concrete rings often have special rebated locks (they look like protrusions in the lower part of the rings and rooms for them in the upper part). Due to this structural feature, it is possible to secure a reliable and tight fixation of the wellbore to avoid displacement of the constituent rings.
Wells with own hands
Now it's time to consider the step-by-step technology of constructing well rings by yourself. If you do everything gradually and accurately, the result will be appropriate.
Shape for the well
There are a lot of options for making a form, we will stop on the tested one. You need to pick up two metal barrels, which correspond to the size of the well ring. The manufacturing process will not be affected by the squeezed latch bars on their walls. You can also use pipes or ducts of the correct diameter. You can assemble the form cylinders by joining separate sheets to each other. A good result was seen at the formwork, made of plastic cylinders.
On the outer surface of the large barrel of the future form, two longitudinal markings must be made. They will divide the barrel into two uniform parts vertically. Further it is necessary to use simple window or door awnings. On the layouts, you need to place two canopies so that their leaves are placed at the edges of the line, and the bend of the canopy along and over the markings. With the help of rivets or welding, sheds are attached to the cylinder. On the inside of the barrel, you need to accurately copy the markings placed outside.

On the inside, the future shape is cut in such a way as not to damage the fixed canopies from the outside. Here you can use the Bulgarian and install the thinnest cutting circle. On one side of the future form, in the place where the canopies are installed, it is necessary to cut off the lower hinges of the bending spindles at each canopy.
Please note, this is done only on one side. Cut off spindles are pulled out, and the resulting shape is opened. When closing the form, it is necessary to develop the mobility and comparability of the parties. To ensure that the form flaps are locked in place, you can use the cut-off spindles. Also, you can pick up other spindles that fit the diameter, as in the photo of the well rings.
Now you need to prepare the inside for the future shape. To do this, you need to use a metal barrel or a pre-prepared form. On the inner side, two marking lines should be applied. They should be located from each other at a distance of 1/3 of the length of the entire circumference of the barrel. Note that the cylinder is not divided into equal parts vertically, one part should be wider than the other approximately twice. On the inner side should be installed awnings, as well as on the outside.
On the inside, lines of marking are copied outwards. After that, the cylinder is carefully cut along these lines, so as not to damage the internal canopies. Do canopies placed on the same line, you need to cut the heads of the spindles from the bend. After this, the spindles are removed, and the resulting shape is developed. When it is closed, the compatibility of the parties is adjusted.
Please note that the assembled view of the inner barrel should be above the outer one by about five to ten centimeters. The external form of the formwork is easy to close, open and lock with spindles. The inner form should also easily open inwards. When the ring is released, the inner form should be removed first.
The canopies are freed from the removable spindles, the smaller part of the mold is folded inwards and easily pulled out of the fresh ring. The outer shape is also removed easily, but by opening to the outside. You can use this form more than once. Perhaps it will come in handy for your friends or relatives.
Materials for the well
For the standard production of well rings, you will need sand, cement, crushed stone, water, a concrete mixer, lifting devices, a form, a reinforced frame and a good construction site. First, you need to determine the volume of the well ring, which you will do with your own hands. It is very important that the thickness of the ring is not less than 7 centimeters.
When making a concrete ring, the temperature should be from 8 degrees. In the heat, evaporation of moisture should be slowed down, because with rapid drying the product will not be able to acquire the required strength. You can keep the product from direct sunlight and provide the necessary humidity.

As with all concrete works, the composition of the mixture is usually determined by the ratio of the volume of its constituents: sand, gravel and cement. The quantity of cement serves as a unit of reference. It is advisable to use fresh and ripe cement, not less than grade M400. Under mature is meant cement, aged for at least thirty days after its manufacture. For the production of well rings, the volume of water is very important - from 0.5 to 0.7 parts of cement, sand - from 2 to 2.5, gravel - from 3 to 4. This ratio will ensure maximum density for concrete.
To prepare concrete, you first need to mix sand and cement, then add water and mix again thoroughly. After that, the resulting mixture is added gravel, which is pre-soaked in water. The ready-made form should be installed on a flat floor or a metal pallet. Between the outer and inner cylinder should be placed reinforcement mesh. If it is not available, you can use a wire of two or six millimeters, which is laid gradually in turns with the addition of concrete.
Rings can be made without the use of reinforcement, but in this case their thickness should be no less than fifteen centimeters. Such rings serve for a very long time. Between the cylinders, spacer wooden wedges are installed above the average to avoid displacement of the cylinders during the laying of the concrete composition.
Filling the solution into the mold
After a long stirring, the concrete is placed in the form for the well ring to a height of no more than 15-25 centimeters. After that, the solution is compacted over the entire diameter with a thick metal rod of 12-20 millimeters. This is necessary for quality sealing of the shape and strength of the entire product. You can use a wooden rammer using a conventional shovel, chopper or handle from a shovel. The space needs to be filled again, tamping the concrete mixture around. When the level of the folded concrete is above average, the wooden spacers can be removed.
You must fill the whole mold and smooth the exposed surface of the laid concrete. It is desirable that this surface is flat, since it will be docked. To the concrete form filled with concrete, vibration can be applied, which will help to maximally compact concrete and fill all possible voids. If necessary, after this procedure, you can add a little more concrete mixture. But the vibration procedure is optional.

To ensure good tightness, special lids are used, which ensure complete isolation and block foreign objects or liquids, as shown in the video on well rings. This approach is especially useful if the structure is in open space or is not protected by a canopy.
After three or four days, the form can be disassembled. If the humidity and temperature are optimal, you can release the ring from the mold the next day. It can not be moved and rolled, since the mixture has not been fully consolidated. If you want to get a sufficiently strong concrete, you should wet the finished ring with water for 7 consecutive days. Wells can be used after a ten-day exposure, provided optimum temperature and good humidity.

The installation of well rings is carried out with the help of cranes, they are placed one above the other on the principle of a pyramid. To ensure that these rings do not move with respect to each other during installation, they are accepted to be fastened together in four places with the help of steel staples or plates. Although to save your time, which goes to the installation of the well, it is best to make well rings with a lock, but at the same time, the material will be consumed more.
If you want the well to last as long as possible, you should perform an external waterproofing. For this purpose, the rings are treated with a special solution. With the disrupted production technology and poor quality of the material, there is a risk of poisoning with water from the well in which these products are laid.
Thus, well rings are used for installation in sewer, gas, water supply systems, inspection walls and wells. The scope of these products is quite extensive. If you want to make such a ring yourself, there's nothing complicated in it. At home, you need to have special equipment for the production of well rings and a spacious area. It is necessary to strictly follow each stage of construction, and also do everything carefully and without haste.
| Name | Price with VAT) |
| Ring shape KS-7-9 | 21,000 р. |
| Ring shape KS-10-9 | 23,000 р. |
| Ring shape KS-15-9 | 35,000 р. |
| Shape of the ring KS-20-9 | 47,000 rubles. |
| Ring cover shape 1 m | 8,000 rubles. |
| Ring cover shape 1.5 m | 11,000 rubles. |
| Ring cover shape 2 m | 14,000 rubles. |
Advantages of demountable forms for well rings
1. The forms are easily disassembled and moved around the site by 1-2 people, do not take up much storage space.
2. The parts of the form are connected by means of wedge locks, which reduces the assembly-disassembly time by several times, just one bolt joint.
3. The formwork has cavity-forming devices for the production of rings with process holes 50 mm in diameter.
4. The form for the production of RC rings is made of metal with a thickness of 2 mm, which ensures its strength without additional amplifiers.
| |
| The formwork parts are connected by locks, which repeatedly shorten the assembly / disassembly time |
 |
| Hollowers for production of rings with technological holes 50 mm in diameter |
 |
| Form with a diameter of 1 m in transport / warehouse form |
 |
| Form with a diameter of 1.5 m in transport / warehouse form |
 |
| The alignment of the formwork for the rings is made using spacers that are removed after filling the formwork with concrete |
 |
| Inside form |
 |
| Ring cover shape 1 m in diameter |
 |
| Ring cover shape with a diameter of 1.5 m |
 |
| Finished ring after molding |
 |
| Filling caps facilitate filling of the mold |
Starting business in the production of reinforced concrete products , and selecting our forms for well rings, you can recoup investments within 1-1.5 months of work, because the average profit per one ring is 1000 rubles. In a day on one formwork it is possible to make 5-10 concrete rings if you use hard concrete or 2-3 rings if you use mobile concrete from a concrete mixer or a mixer.
Produced by us collapsible molds for concrete reinforced concrete, during the long-term operation by us and our customers have confirmed their operational reliability and have proven themselves with the best side during their entire service life. Durability and excellent consumer properties are due to the special design of the shape with ring amplifiers and the optimum metal thickness of 2 mm, while molds for the production of concrete rings are not inferior in strength and durability to the formwork, made of thicker metal, and have an ideal geometry. The strength and ease of demountable forms increase their mobility, make it possible to use them in an open area not equipped with lifting mechanisms, which is especially necessary in rural areas and other areas not provided with a three-phase power grid. For all the time, more than a hundred forms for well rings various sizes and covers to them. All our customers were convinced of the short production times and high quality of the formwork, many of them became our regular partners and, when expanding their production, they again turn to us for forms for the manufacture of concrete reinforced concrete.
The formwork is intended for the production of RC rings by the method of vibration casting and has an undeniable competitive advantage over analogues. Components forms for concrete rings, manufactured by us, are interconnected by means of special wedge locks and are disassembled in a matter of seconds with the help of a hammer alone. Unlike the forms fastened with bolts, at the time of assembly - the disassembly of which goes to half an hour, with bolts to be replaced every week, tk. The edges of the bolts are erased, the thread is clogged with concrete, and the bolts are completely useless.
Our molds for well rings are made of metal 2 mm thick and have a frame made of profile pipes dimensions 40x40 or 30x30 and corners 40x40. The molds consist of two cylinders, which represent the outer and inner shaping surfaces of the RC ring. Both the outer and inner parts of the form for RC rings are collapsible. The outer formwork consists of two (three) parts, and the inner formwork of three. Thus, the shape for the ring is mobile, moves through the workshop or site without lifting mechanisms by forces of two or three people.
The concrete ring is molded directly on the floor of the shop (floor) if it is sufficiently level, or as a base metal or wooden pallet can be used. Very good for this ends of cable reels, they can be purchased at firms selling cable products for a mere penny - 100 - 200 rubles. To prevent adhesion of the finished product, polyethylene film is placed under the mold, and the walls of the demountable form for concrete rings are lubricated with special emulsion grease, and in its absence by working-off.
After preparation, the solution begins to be laid in the formwork layer by layer, each layer 20-25 cm high. After that, the concrete is compacted by a bayonet, metal or wooden rod. This is necessary to ensure that the mortar fills the formwork more densely, displaces the ambient air and fills possible voids. When the level of concrete in the mold exceeds the average, spacers can be removed, parts of forms for RC rings will not move relative to each other. After filling the mold with concrete, the upper edge is smoothed with a trowel, this surface should be as flat as possible. To compact the concrete in the formwork it is also possible to use a deep vibrator, this will save considerable time.
Form for the production of well rings can be disassembled after the solution has seized. Rings can be produced at any positive ambient temperature. From the impact of rainfall and direct sunlight, freshly formed rings should be covered with tarpaulins or a film. Also, to improve the hardening of concrete, fresh well rings are recommended to be watered 1-2 times a day.


