Dimensions of gas pipes. Electrowelded Steel Pipeline. Technical characteristics of steel gas-fired pipes
PIPES STEEL WATER-GAS PIPELINE
TECHNICAL CONDITIONS
GOST 3262-75
PUBLISHING STANDARDS
Moscow
STATE STANDARD OF THE UNION OF SSR
dateintroduction of 01.01.77
This standard applies to galvanized and zinc-coated steel welded pipes with cut or rolled cylindrical threads and without threads, used for water pipes and gas pipelines, heating systems, as well as for parts of water and gas pipelines.
1. SORTAMENT
1.1. Pipes are manufactured according to the dimensions and mass given in Table. 1.
At the request of the consumer, the light-weight pipes intended for thread rolling are manufactured according to the dimensions and mass given in Table. 2.
(Amended wording, Amendment No. 1 , 3 ).
1.2. The length of the pipe is from 4 to 12 m:
dimensional or multiple dimensional length with an allowance for each cut of 5 mm and a maximum deviation of the entire length plus 10 mm;
unlimited length.
According to the manufacturer's agreement with the consumer, up to 5% of pipes with a length of 1.5 to 4 m are allowed in the batch of non-dimensional pipes.
Table 1
Dimensions, mm
|
Conditional pass |
Outside diameter |
Pipe wall thickness |
Weight of 1 m of pipes, kg |
||||
|
ordinary |
strengthened |
ordinary |
strengthened |
||||
table 2
Dimensions, mm
|
Conditional pass |
Outside diameter |
Wall thickness |
Weight of 1 m of pipes, kg |
Notes:
1. For a thread made by the rolling method, a reduction of its internal diameter to 10% along the entire length of the thread is allowed on the pipe.
2. The mass of 1 m of pipes was calculated at a steel density of 7.85 g / cm 3. Galvanized pipes are heavier than non-galvanized pipes by 3%.
1.3. Limit deviations in the size of pipes should not exceed those specified in Table. 3.
Table 3
|
Pipe sizes |
Limit Deviations for Precision Tube |
|
|
increased |
||
|
Outer diameter with conditional passage: |
||
|
up to 40 mm inclusive. |
||
|
- 0,5 |
||
|
Outer diameter with nominal passage: over 40 mm |
||
|
- 1,0 |
||
|
Wall thickness |
- 15 % |
- 10 % |
Notes:
1. The maximum deviation in the plus side of the wall thickness is limited by the maximum deviations in the mass of the pipes.
2. Pipes of usual precision manufacturing are used for water pipes, gas pipelines and heating systems. Pipes of increased precision manufacture are used for parts of water and gas pipelines.
1.4. The maximum deviations in the mass of pipes should not exceed +8%.
At the request of the consumer, the maximum deviations in weight should not exceed:
7.5% for the party;
10% for a separate pipe.
(Changed edition, Amendments No. 2, 5).
1.5. Curvature of pipes per 1 m of length should not exceed:
2 mm - with conditional passage up to 20 mm inclusive;
1.5 mm - with a conditional pass over 20 mm.
1.6. The thread on the pipes can be long or short. The thread requirements must be as specified in Table. 4.
2.2. At the request of the user at the ends of pipes to be welded, with a wall thickness of 5 mm or more, chamfers at an angle of 35-40 ° to the end of the pipe. In this case, an end ring with a width of 1-3 mm should be left.
At the request of the consumer on ordinary and reinforced pipes with a nominal passage of more than 10 mm, the thread is applied to both ends of the pipe.
2.1; 2.2. (Changed edition, Amendments No. 3, 4).
2.3. At the consumer's request, the pipes are completed with couplings made according to GOST 8944 , GOST 8954 , GOST 8965 and GOST 8966 at the rate of one coupling per pipe.
(Changed edition, Change No. 3).
2.4. On the surface of the pipes, cracks, filaments, swells and sunsets are not allowed.
At the ends of pipes, stratification is not allowed.
Specific dents, flakiness, risks, traces of stripping and other defects caused by the production method are allowed, if they do not lead to the thickness of the wall for minimum dimensions, as well as a scale layer that does not impede inspection.
On pipes manufactured by the method of furnace welding, the reduction in the outer diameter of up to 0.5 mm is allowed at the seam area if there is a gently sloping internal diameter of 1.0 mm in this place.
(Changed edition, Amendments No. 3, 4).
2.5. At the request of the consumer, on pipes with a conditional pass of 20 mm or more on the inner surface of the pipe seam, the bead must be cut or flattened, while the height of the bead or its traces should not exceed 0.5 mm.
At the request of the consumer on pipes with a conditional passage of more than 15 mm, made by the method of furnace welding and the method of hot reduction, a shallow thickening not exceeding 0.5 mm shall be allowed on the inner surface of the pipes in the weld zone.
(Changed edition, Amendments No. 2, 3, 4, 5, 6).
2.6. The ends of the pipes must be cut at a right angle. The size of the bevel is not more than 2 ° . Remnants of burrs should not exceed 0.5 mm. When removing the burrs, the formation of blunting (rounding) of the ends is allowed. Cutting of pipes in the line of the mill is allowed.
As agreed by the manufacturer with the customer on pipes with a nominal passage of 6-25 mm, manufactured by the method of furnace welding, burrs up to 1 mm are allowed.
(Changed edition, Amendments No. 4, 6).
2.7. Galvanized pipes should have a continuous zinc coating on the entire surface of a thickness of at least 30 microns. The absence of zinc coating on the ends and threads of pipes is allowed.
On the surface of galvanized pipes it is not allowed bubbling and foreign inclusions (gartzink, oxides, caked batch), peeling off the coating from the base metal.
Separate flux spots and traces of pipe gripping by lifting devices, roughness and insignificant local zinc flows are allowed.
It is allowed to correct individual zinc-plated areas by 0.5% of the outer surface of the pipe by GOST 9.307.
(Changed edition, Amendments No. 3, 4).
2.8. Pipes must withstand hydraulic pressure:
2,4 MPa (25 kgf / cm 2) - pipes, ordinary and light;
3.1 MPa (32 kgf / cm 2) - reinforced pipes.
At the customer's request, the pipes must withstand a hydraulic pressure of 4.9 MPa (50 kgf / cm 2)
2.9. Pipes with conditional passage up to 40 mm inclusive must withstand the bend test around the mandrel with a radius equal to 2.5 outside diameter, and with a conditional pass 50 mm - on a mandrel with a radius equal to 3.5 outer diameter.
At the customer's request, the pipes must withstand the distribution test:
for pipes with conditional passage from 15 to 50 mm - not less than 7%;
for pipes with conditional passage 65 and more - not less than 4%.
At the customer's request, the pipes must withstand a flattening test to a distance between the flattened surfaces equal to 2/3 of the outer diameter of the pipes.
2.8, 2.9. (Changed edition, Amendments No. 2, 3, 5).
2.10. At the request of the consumer, the mechanical properties of the pipes for parts of water and gas pipelines must correspond GOST 1050.
2.11. The threads of the pipes must be clean, free of flaws and burrs and comply with GOST 6357, class B accuracy.
Pipes with a cylindrical thread are used for assembly with seals.
2.10; 2.11. (Changed edition, Amendments No. 3, 4).
2.12. In the place of the seam, black thread threads are allowed if the reduction in the normal thread profile does not exceed 15%, and at the consumer's request does not exceed 10%.
Threads with a broken (for cut) or incomplete (for rolled) thread are allowed on the thread, provided that their length does not exceed 10% of the required thread length, and does not exceed 5% at the customer's request.
2.13. It is allowed to reduce the useful length of the thread (without running down) to 15% in comparison with the specified in, and up to 10% at the customer's request.
2.12., 2.13. (Changed edition, Amendments No. 2, 3, 5).
2.14. The threading on galvanized pipes is carried out after galvanizing.
2.15. (Excluded, Amend No. 3).
2.16. At the request of the user, the welded joints of the pipes are subjected to non-destructive testing.
(Changed edition, Change No. 5).
3. RULES OF ACCEPTANCE
3.1. Pipes are accepted in batches. The batch should consist of pipes of the same size, one mark and accompanied by one quality document in accordance with GOST 10692 with the addition for pipes designed for the manufacture of parts of water and gas pipelines, from steel to GOST 1050 : chemical composition and mechanical properties of steel in accordance with the document on the quality of the manufacturer of the billet.
The lot weight is not more than 60 tons.
(Changed edition, Amendments No. 3, 4).
3.2. Verification of the surface, dimensions and curvature is subjected to each batch pipe.
It is allowed to apply statistical methods of control over GOST 18242 with a normal level. The control plans are established by the manufacturer's agreement with the consumer.
Control of the outer diameter of the pipes is carried out at a distance of at least 15 mm from the end of the pipe.
(Changed edition, Amendments No. 3, 4, 5).
3.3. To control the threading parameters, for the distribution test, flattening, bending, the height of the internal grate, burr remnants, the right angle and the chamfer angle (for chamfered pipes), the mechanical properties take no more than 1%, but not less than two pipes from the batch, and for pipes made by the method of continuous furnace welding, two pipes from the batch.
(Changed edition, Amendments No. 3, 4).
3.4. Control of the mass is subjected to all the pipes.
(Changed edition, Change No. 3).
3.5. Each tube is subjected to a hydraulic pressure test. With 100% non-destructive quality control of the weld, it is not allowed to test the hydraulic pressure. The ability of the pipes to withstand the test hydraulic pressure is guaranteed.
(Changed edition, Amendment No. 6).
3.6. To check the thickness of the zinc coating on the outer surface and in accessible places of the inner surface, two pipes from the lot are taken.
(Changed edition, Change No. 2).
3.7. At reception of unsatisfactory results of tests even on one of indicators on it carry out repeated test on the doubled sample.
The results of repeated tests apply to the whole lot.
4. METHODS OF TESTS
4.1. For quality control, one sample is cut from each selected pipe for each type of test.
The tensile test is carried out on GOST 10006 . It is permissible, instead of the tensile test, to carry out the control of mechanical properties by non-destructive methods.
(Changed edition, Change No. 3, 6).
4.2. Inspection of the surface of the pipes is performed visually.
4.3. The hydraulic test is carried out on GOST 3845 with exposure to a test pressure of at least 5 seconds.
4.4. The bend test is conducted on GOST 3728 . Galvanized pipes are tested before coating.
(Changed edition, Change No. 3).
4.4a. The distribution test is conducted on GOST 8694 on a conical mandrel with a cone angle of 6 ° .
A mandrel test with a taper angle of 30 ° .
(Changed edition, Amendments No. 3, 4).
4.4b. The flattening test is carried out on GOST 8695.
(Changed edition, Change No. 3).
Water and gas steel pipes for gas, heating and water supply networks, the arrangement of agricultural, construction, transport and aviation structures depends on a number of factors:
- manufacturing technologies: constructions of "black metal" and galvanized (sc);
- accuracy of production: ordinary or elevated (P).
- section walls: thin, conventional or reinforced.
- by thread type: with threaded, rolled (short or long) thread and without it.
Sort of VGP pipes
The measurement of the pipeline's GVP is carried out according to the conditional section (DN) and the nominal passage from 6 to 150 mm. The outer diameter is represented by the appropriate range from 10.2 to 165 mm. Cross-section of metal pipelines:
- lungs - 2,5 - 4 mm;
- conventional - 2,8 - 4,5 mm;
- high-strength - 3,2 - 5 mm.
Curvature of pipelines on 1m of the length should not exceed the upper limits:
- 2 mm - with conditional cross-over to 2 cm;
- 1.5 mm - with a conditional cross from 2 cm.


The pipes are produced in different lengths:
- Measuring - 4 ... 12 m;
- Multiple dimensional extent - in the dimensional range. Allowed the presence of allowances on both sides of 5 mm and an increase in the longitudinal line of +10 mm.
- Nemernoy extent in the dimensional.
By agreement with customers in batches of non-dimensional VGP products, up to 5% of constructions with a length of 1.5 to 4 m are possible. For a threaded connection developed with rolling technology, a reduction of the internal section of up to 10% is possible. The weight of a 1m steel pipeline is calculated at a material density of 7.85 g / cm3.
Sometimes the parameters of steel VGP pipes indicate in the inch dimension. Below is their decoding:

It is possible to supply products with couplings and threaded connections, one-sided or two-sided (with a conditional passability of 10 mm), corresponding to GOST 3262-75. Pipes steel water and gas galvanized, the price of which depends on the choice of material in accordance with GOST 38094 and GOST 105088, are produced from calm, semisubmersible and boiling steel grades: 08 kp and 08 ps, 10, 15 (kp and ps), 20 (kp and ps ), St 1pc, St 1cp, St 2pc, St 2sp, St 3pc.

Lightweight pipeline components
According to GOST 326275, the production of thin-walled products determines the metal section from 1.8 to 4 mm. The choice of products with galvanized coating ensures their use in the pipeline lines used for laying in corrosive environments. There are designs with a threaded or continuous coating.
The ratio of parameters and weights of structures differ depending on the diameter, the section of the walls, the steel grade and the method of processing the workpieces (galvanized or "black metal"). An important parameter influencing the choice of structures is the indicator DN - the conditional pass (6-150 mm). The most popular models are VGP pipes with a cross section of 15-80 mm.
![]()

Conventional VGP pipeline
Steel structures of usual strength class are used for laying industrial and household communication systems that withstand a temperature regime from 0 to 90 grams. Pipes withstand high pressure, which requires strict compliance with the requirements of GOST 3262-75. The construction is made with smooth ends and threaded connection (threaded and rolled).

Reinforced pipeline
High-strength structures are distinguished by an increased thickness of metal and a mass of 1 m. The thermal treatment of pipes, developed from a carbon alloy in accordance with GOST 1050 and 380, gives a sufficient margin of safety for supplying water and gas at high voltage.

Pipes for carving
By the technology of creating threads:
- Nakat (H).
- Cutting (P).
- Without threaded connection.

In terms of length, VGP pipes are classified into products with long (D) and short threaded connections.

It is important to take into account that some types of pipeline (high-strength, lightweight or conventional) after galvanizing increase weight by 3%, relative to non-galvanized products. But the maximum tolerance to weight reaches up to 8% (for parties - 10%) according to GOST.

Technical parameters of VGP pipes
Electrowelded Steel Pipeline
The main parameters for the production of welded steel structures in accordance with GOST:
- On the seams, a diameter reduction of 0.5 mm is allowed. The manufacturing process is based on the principle of furnace welding. Tolerances up to 1 mm are provided for the internal section.
- At the ends of the products for welding (with a cross-section of metal from 5 mm), the chamfer is cut at an angle of 35-40 degrees, relative to the butt. The end part should have a width of 1-3 mm.
- Pipelines with dy from 2 cm to inner covering have flattened or cut beads up to 0.5 mm in height. Under similar conditions, but with an internal section of hot-rolled structures of 15 mm - the permissible increase in volume reaches up to 0.5 mm.

Threaded Pipes
Possible deviations and requirements for a pipe with a threaded connection:
- The threaded connection of VGP structures is regulated by GOST 63-57 (class B). The presence of burrs or ragged areas is excluded.
- It is possible to form black spots on the sutures, while a decrease in the height of the threaded joint relative to the norm varies within 15%.
- The length of the threaded joint can have smaller parameters up to 15% (without a run), under the order - up to 10%.
Manufacture of galvanized structures
If VGP structures are made with galvanizing, the protective layer should be from 30 microns. No strict requirements are imposed on the coating on the threaded joint or the ends of the structures. The galvanized layer is checked for the presence of bubbles, detachments and external formations (oxides, charges, and gartzinc). It is imperative to manufacture a continuous coating with rare inaccuracies in the form of flux spots or traces of entrapment.
In the production process, additional galvanizing on unprocessed areas is possible in accordance with GOST 93-07. Correction is allowed on the site of 0.5% of the total coverage.

Manufacturing of black pipes
- Manufacture of couplings is made according to the GOST standard: 89-44, 89-54, 89-65 and 89-66.
- The formation of cracks, sunsets, air bubbles or film on the coating of products is excluded.
- Small defects are possible: traces of cleaning, flux, deformation, scratches and ruffles. However, they should not affect the increase in the amount of walls that prevent viewing.
- The ends of the VGP pipes are cut at an angle of 90 g. Allowed bevel up to 2 gr., Burrs - up to 0.5 mm.
Strength indices
Hydraulic pump action:
- VGP lungs and usual: 24 atm.
- High-strength: 31 atm.
- Special: 49 atm.
Check for bending of VGP structures with different conditional traffic (dy):
- dy up to 4 cm - external cross section 2.5;
- dy up to 5 cm - external section 3.5.
Checking for distribution:
- dy 1,5 - 5 cm: from 7%;
- dy from 6.5 cm: from 4%.

Conventional designation of VGP pipes
Below are the most common types of marking:
VGP pipe made of "black steel" with conditional cross-country capacity of 5 cm, metal section 3.5 mm, ordinary accuracy and non-dimensional extent (ND):
![]()
VGP pipeline with galvanized coating, DN 4 cm, metal section 3,5 mm, ordinary accuracy, threaded screw connection, dimensional extent:
Note:
- the symbol "H" indicates the presence of a thread;
- the symbol "D" indicates the presence of a long threaded connection;
- the symbol "P" determines the production of high-precision VGP pipes.

Manufacturing technology
The production of VGP steel pipes is based on the forming of a strip (strip), using a rolling mill and subsequent welding. In general, the technology of production takes the following form:
- The workpiece is heated to a temperature value at which the steel takes on plastic properties.
- With the help of a piercing mill it is transformed into a hollow cylinder - a sleeve.
- The red-hot material is directed to the rollers, where it is stretched and crimped to the specified diameter and wall section. Throughout the process, a mandrel is placed in the inner cavity of the cylinder.
- At the end of the process, the pipe is calibrated by rollers, cooled and cut into lengths of a specified length.
Important: cold-rolled steel pipes are manufactured in a similar way. The only difference is cooling with water before rolling. The mandatory heat treatment after rolling is applied to them.
The technological process can differ depending on the type of billets (performed by casting, forging, continuous casting or rolling), the method of rolling the sleeve (piercing or extrusion - pushing the steel through the ring-shaped hole), etc.
Structures with reinforced seams pass through 3 stages of quality control:
- visual inspection;
- hydrotesting;
- action by ultrasound.
The requirements for the conduits of the VGP on the conditional pass (DU) and the cross-section of the metal are regulated by GOST 326275.
Storage and transportation of VGP steel pipes
Storage of products is determined by the properties of the material:
- Zinc-coated structures are usually fixed and covered with a protective material that prevents penetration of moisture. This allows you to prevent the formation of rust in areas that are not prone to galvanized coating.
- Neo-galvanized products are stored in a dry place, without getting moisture. They are firmly fixed.
The VGP designs do not have special requirements for packaging. As an exception, products with d = 0,6 ... 2 cm are considered. They are packed into bays at the request of the consumer. During transportation, the segments of the VGP pipes are securely fixed, excluding losses.

Purpose of VGP pipes
VGP designs are used for production of water and gas mains for individual and industrial purposes. Thanks to simple production technology and high-strength characteristics, "black" pipelines are widely used in the manufacture of scaffolding and other metal structures, in the fields of agriculture, engineering, automotive and aviation.
To supply drinking water, pipes with a galvanized coating, which prevents corrosion, are used.
For water supply systems, gas pipelines and heating lines, products with ordinary accuracy are used, higher accuracy is relevant for the development of elements for water and gas pipelines.
The products for the transportation of water and gas are produced using cylindrical threads. The threaded screw connection is made by means of a comb or tool. When using the rolling technology, the cold rolling method is used by compressing the blanks between serrated rolls. The coiled thread is used in case you want to save the diameter (it is usually lost when cutting).

Catalog with prices


Video
Related articles:
Water and gas pipes belong to the class of steel pipes for special purposes. The products are distinguished by the manufacturing method. Dimensions and ratios are determined by the GOST standards. Also, based on the needs of customers, determine the pipe with or without thread.
Welded products of steel in accordance with GOST 3262-75 are:
- non-galvanized;
- galvanized;
- with thread (cut or rolled);
- without thread.
Technical characteristics of steel gas-fired pipes
Vodokazoprovodnye (VGP) products are used in the construction of industrial buildings, residential multi-family and private houses, administrative buildings, educational institutions and other facilities.
VGP pipes are used:
- cold water supply;
- heating system;
- gas pipeline.
Steel welded products along the length are cut in the range of 4-12 m. The pipe diameter according to GOST can be:
- immense (4-12 m) length;
- dimensional (4-8 m or 8-12 m) length.
Water and gas pipes are conventionally divided into groups according to the wall parameters:
- lungs;
- strengthened;
- ordinary.
Light Pipes
The ratio of sizes and weights of products are different, depend on the diameter, wall thickness, steel grade, material processing method (galvanized, zinc-coated).
| Nominal passage dy (mm) | Board / wall thickness - S (mm) | External diameter - dH (mm) | Weight (1 m in kg) | Number of meters per tonne Nt |
| 6 | 1,8 | 10,2 | 0,37 | 2682 |
| 8 | 2,0 | 13,5 | 0,57 | 1763 |
| 10 | 2,0 | 17,0 | 0,74 | 1352 |
| 15 | 2,35 | 21,3 | 1,10 | 910,5 |
| 15 | 2,5 | 21,3 | 1,16 | 862,7 |
| 20 | 2,35 | 26,8 | 1,42 | 705,7 |
| 20 | 2,5 | 26,8 | 1,50 | 667,5 |
| 25 | 2,8 | 33,5 | 2,12 | 471,7 |
| 32 | 2,8 | 42,3 | 2,73 | 366,6 |
| 40 | 3,0 | 48,0 | 3,33 | 300,4 |
| 50 | 3,0 | 60,0 | 4,22 | 237,1 |
| 65 | 3,2 | 75,5 | 5,71 | 175,3 |
| 80 | 3,5 | 88,5 | 7,34 | 136,3 |
| 90 | 3,5 | 101,3 | 8,44 | 118,5 |
| 100 | 4,0 | 114,0 | 10,85 | 92,16 |
| 125 | 4,0 | 140,0 | 13,42 | 74,54 |
| 150 | 4,0 | 165,0 | 15,88 | 62,96 |

Ordinary pipes
| dy (mm) | S (mm) | dH (mm) | Weight (1 m in kg) | Nt |
| 6 | 2,0 | 10,2 | 0,40 | 2473 |
| 8 | 2,2 | 13,5 | 0,61 | 1631 |
| 10 | 2,2 | 17,0 | 0,80 | 1245 |
| 15 | - | 21,3 | - | - |
| 15 | 2,8 | 21,3 | 1,28 | 782 |
| 20 | - | 26,8 | - | - |
| 20 | 2,8 | 26,8 | 1,66 | 603,4 |
| 25 | 3,2 | 33,5 | 2,39 | 418,2 |
| 32 | 3,2 | 42,3 | 3,09 | 324,1 |
| 40 | 3,5 | 48,0 | 3,84 | 260,4 |
| 50 | 3,5 | 60,0 | 4,88 | 205,1 |
| 65 | 4,0 | 75,5 | 7,05 | 141,8 |
| 80 | 4,0 | 88,5 | 8,34 | 120,0 |
| 90 | 4,0 | 101,3 | 9,60 | 104,2 |
| 100 | 4,5 | 114,0 | 12,15 | 82,29 |
| 125 | 4,5 | 140,0 | 15,04 | 66,50 |
| 150 | 4,5 | 165,0 | 17,81 | 56,14 |
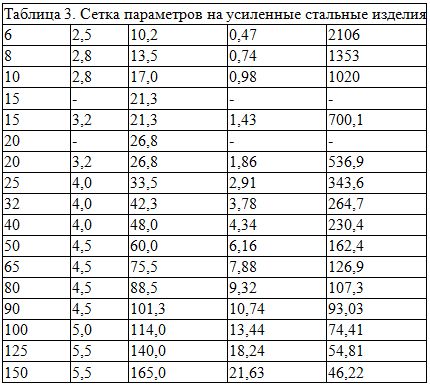
Reinforced pipes
The reinforced pipes are distinguished by the increased wall thickness, and correspondingly, a greater weight of 1 running meter. Such products are used for water and gas transportation under high pressure.
| 6 | 2,5 | 10,2 | 0,47 | 2106 |
| 8 | 2,8 | 13,5 | 0,74 | 1353 |
| 10 | 2,8 | 17,0 | 0,98 | 1020 |
| 15 | - | 21,3 | - | - |
| 15 | 3,2 | 21,3 | 1,43 | 700,1 |
| 20 | - | 26,8 | - | - |
| 20 | 3,2 | 26,8 | 1,86 | 536,9 |
| 25 | 4,0 | 33,5 | 2,91 | 343,6 |
| 32 | 4,0 | 42,3 | 3,78 | 264,7 |
| 40 | 4,0 | 48,0 | 4,34 | 230,4 |
| 50 | 4,5 | 60,0 | 6,16 | 162,4 |
| 65 | 4,5 | 75,5 | 7,88 | 126,9 |
| 80 | 4,5 | 88,5 | 9,32 | 107,3 |
| 90 | 4,5 | 101,3 | 10,74 | 93,03 |
| 100 | 5,0 | 114,0 | 13,44 | 74,41 |
| 125 | 5,5 | 140,0 | 18,24 | 54,81 |
| 150 | 5,5 | 165,0 | 21,63 | 46,22 |
Pipes for carving
Steel pipes are manufactured by the customer. Therefore, the dimensions: length, diameter, wall thickness, performance, can be different. Pipe with threaded thread is in great demand. The products are distinguished by a high price, but on the other hand, it is adapted for simple installation without welding.
The thread is determined by the method of execution:
- Knotting method - the most reliable way, in which compliance with standards is taken into account. Permissible deviations: 10% reduction in diameter from the inside.
- External threading on the product.
Thread is provided for both long and short. The following requirements apply to it (table 5).
| dy (mm) | Size before the run (mm) | Number of threads in the passage | |
|---|---|---|---|
| short | long | ||
| 6 | - | - | - |
| 8 | - | - | - |
| 10 | - | - | - |
| 15 | 9,0 | 14 | 14 |
| 20 | 10,5 | 16 | 14 |
| 25 | 11,0 | 18 | 11 |
| 32 | 13,0 | 20 | 11 |
| 40 | 15,0 | 22 | 11 |
| 50 | 17,0 | 24 | 11 |
| 65 | 19,5 | 27 | 11 |
| 80 | 20,0 | 30 | 11 |
| 90 | 26,0 | 33 | 11 |
| 100 | 30,0 | 36 | 11 |
| 125 | 33,0 | 38 | 11 |
| 150 | 36,0 | 42 | - |
Note that the listed types of pipes (reinforced, light, ordinary) after galvanizing become heavier by 3% than products made of ferrous metal. But the maximum mass deviation parameter should not exceed more than 8% (for a batch - 10%) according to GOST.
Technical requirements for steel water and gas pipes
Gas pipes are made exclusively in accordance with the above standards. The materials used for the products are specified in GOST 380 and 1050. This steel excludes mechanical and chemical impurities. Requirements for natural gas pipelines are characterized by the following principles: welded, threaded, galvanized, black.

Welded steel tubes
Requirements and tolerances in accordance with GOST for welded pipes of steel:
- In the joints - a reduction of up to 0.5 mm in diameter. Only when the product is made by the method of furnace welding. And if in these places there is a flat seal on the inside diameter - up to 1 mm.
- The ends of products that need welding with a wall thickness of 5 mm are machined with chamfers at an angle of 35-40 degrees towards the end. The end ring must correspond to a width (volume) of 1-3 mm.
- Pipes with a dy of 20 mm on the surface of the inner wall must have a bead in a flattened or cut shape. The height of this grate is not more than 0.5 mm. With the same conditions, but with the parameters of the water-gas pipe with a passage of 15 mm and including manufacturing with the method of hot reduction - a thickening not exceeding 0.5 mm.
Steel pipes with thread
Tolerances and requirements for products made of steel with threaded threads:
- The thread of water and gas pipes is specified in GOST 6357 (class B). Should be without burrs or ragged places.
- It is allowed to blackness in places of seams exclusively on a site with a carving at the following parameters: reduction of the thread height from the basic norm - no more than 15%.
- The thread length can be reduced to 15% (without running off), on request - up to 10%.
Galvanized steel pipes
Requirements for galvanized steel pipes:
- If the gas-supply pipes are made with zinc coating, the layer thickness should be 30 μm (not less). But the coating can be missing on the threads and ends of the product.
- The galvanized surface should not have bubbles, detachments from the main material and various inclusions (oxides, charge, hartzinka).
- The coating must be continuous.
- Rare inaccuracies in the form of flux spots or traces of entrapment on the surface are allowed.
- Allow correction (re-application) of non-galvanized areas according to GOST 9307. In general, no more than 0.5% of the total surface.
Neo-galvanized (black) steel products
Requirements for non-galvanized steel pipes:
- Couplings are manufactured according to the GOST standard: 8944, 8954, 8965 and 8966.
- Cracks, sunsets, blisters or film on the surface of the product are excluded.
- Small defects are allowed: traces of stripping, layers of scale, dents, risks, ruffles. But only if they do not increase the volume of the wall, leaving behind minimum rate, and do not interfere with viewing.
- The ends of the VGP pipes are cut at a right angle. The size of the bevel - no more than two degrees, and the burrs - no more than 0.5 mm.
The stability of gas pipes is verified by the following indicators:
- Hydraulic pressure retention:
- for VGP of light and ordinary: 2.4 MPa (25 kgf / cm2);
- for enhanced VGP: 3.1 MPa (32 kgf / cm2);
- for products on special order: 4.9 MPa (50 kgf / cm2).
- Checking for bending of gas-conducting products with various conditional passages (dy):
- dy up to 40 mm - radius of surface diameter 2.5;
- dy up to 50 mm - the radius of the surface diameter is 3.5.
- Examination of distribution:
- dy 15 - 50 mm: not less than 7%;
- dy from 65 mm: not less than 4%.

Marking of steel water and gas pipes
The conditional marking of a steel pipe includes information about the dimensions, material quality, processing and manufacturing method. At the end of the designation, the GOST number is added, according to which the product is manufactured.
Principles of marking VGP pipes:
- "20x2.8 GOST 3262-75" (hereinafter referred to as GOST and numbers). Explanation of the designation:
- a non-galvanized ordinary pipe;
- wall thickness - 2,8 mm;
- length - non-dimensional;
- dy - 20 mm (conditional pass);
- without thread / coupling.
- "M-20x2.8". Explanation of the designation:
- non-galvanized ordinary;
- wall thickness - 2,8 mm;
- thread is missing;
- length - non-dimensional;
- dy - 20 mm;
- with a coupling.
- «Р-20х2,8-5000». Explanation of the designation:
- non-galvanized ordinary;
- wall thickness - 2,8 mm;
- thread is present;
- length - dimensional (5 m);
- dy - 20 mm;
- without coupling.
- «Ц-Р-20х2,8». Explanation of the designation:
- the zinced ordinary;
- wall thickness - 2,8 mm;
- thread is present;
- length - non-dimensional;
- dy - 20 mm;
- without coupling.
- "Ц-Р-20х2,8- 4000". Explanation of the designation:
- the zinced ordinary;
- wall thickness - 2,8 mm;
- thread is present;
- length - dimensional (4 m);
- dy - 20 mm;
- without coupling.
Note:
- the letter "H" denotes threaded tubes;
- the letter "D" indicates a product with a long thread;
- with the letter "P" designate VGP pipes with increased accuracy during manufacture.

Rules for storage, transportation, packaging of VGP steel pipes
Water and gas pipes do not have specific packaging requirements. Exceptions are products with d = 6 ... 20 mm. These gas-pipeline products are packed into coils at the request of the customer.
When transporting VGP pipes it is necessary to adhere to the basic principle - the products are fixed firmly to avoid losses.
Julia Petrichenko, Expert
Store gas-supply pipes, based on the properties of the material:
- if products with galvanized surface, then it is sufficient to fix and cover from moisture ingress. Although these pipes are characterized by increased corrosion resistance, in places free from zinc coating, rust may show through with high humidity;
- zinc galvanized products are stored in a dry place, excluding penetration of moisture. Firmly fixed.
Which pipes do you use for gas or water supply? In what way do you transport, pack or store pipes? Leave interesting facts and useful information in the comments.


