Различные способы сварки полипропиленовых труб
Эпоха стальных и чугунных трубопроводов постепенно уходит в прошлое. Сегодня для бытовых целей используют трубы из пластика, в частности, полипропиленовые. Одним из несомненных их достоинств является то, что они достаточно легко монтируются. То есть, для того чтобы собрать трубопровод необязательно прибегать к помощи профессионалов. Но если домашний мастер захочет самостоятельно собрать систему водопровода или отопления, то ему придется освоить такой процесс, как сварка полипропиленовых труб. Благо, что научиться их сваривать намного проще, чем металлические, а оборудование для сварки полипропиленовых труб стоит дешевле, чем сварочный аппарат.
Сегодня многие сталкиваются с необходимостью установки новых полипропиленовых труб. Кому-то требуется заменить отслужившее свое трубы из металла, кто-то обустраивает дачу или загородный дом, монтируя там водопровод, отопление и канализацию.
Полипропиленовые трубы имеют множество преимуществ перед стальными. Во-первых, они стоят дешевле, во-вторых, собрать трубопровод можно и своими силами, в-третьих, трубы из пластика долговечнее стальных, поскольку не подвержены коррозии.
Можно выполнить соединение труб без паяльника с использованием специального клея или герметика. Чтобы такая холодная сварка была качественной, нужно равномерно наносить клеевой состав. Если клей в тубах, то рекомендуется использовать специальный пистолет.
Но все же при сварке соединения получаются более надежными и чаще выполняют именно их. Тем более что сварка полипропиленовых труб своими руками – процесс довольно простой, его легко освоит любой домашний мастер.
Инструменты для сваривания труб из полипропилена
Если решено монтировать трубопроводы, используя пропиленовые трубы – сварка его отдельных элементов может быть произведена домашним мастером самостоятельно. Но для осуществления этой работы придется приобрести инструмент для сварки полипропиленовых труб.
Совет! Если запланировано выполнение разовой сварочной работы, то можно не тратиться на приобретение аппарата для сварки. Наборы для сварки полипропиленовых труб можно взять и напрокат.
Как правило, соединение ПП труб осуществляется методом диффузионной сварки. Основа процесса – нагревание до температуры плавления концов свариваемых деталей и их соединение в горячем виде. После застывания образуется монолитный шов.

Для разогревания деталей используется утюг для сварки полипропиленовых труб, работающий на электричестве. Прибор для сварки довольно компактен, поэтому его легко перевозить.
Кроме того, небольшой вес аппарата дает возможность производить сварку по месту установки труб, если это необходимо. Прибор оснащен регулятором температуры, кроме того, в комплект поставки входят насадки для сварки полипропиленовых труб – комплект разного диаметра.
Используемые насадки
Для того чтобы было осуществлено соединение полипропиленовых труб, в комплект поставки включены насадки разного размера. Их использование позволяет производить сваривание труб, отличающихся по диаметру.
Назначение насадок – нагревание наружной или внутренней поверхности свариваемой детали. Как правило, стандартный комплект, включает насадки с диаметром от 16 до 40 мм. Если необходимо осуществить сварку полипропиленовых труб большого диаметра, комплект можно пополнить, купив насадки отдельно.
Как правило, насадки имеют специальное покрытие из тефлона, благодаря которому разогретые детали лучше снимаются и не прилипают. Насадки состоят из двух элементов:
- Элементы с отверстием используются для вставки в них труб.
- Элементы, имеющие буртик, используют для надевания на них фитинга.

Таким образом, при включении машинки происходит одновременное разогревание внутренней детали трубы и наружной детали фитинга. Закрепить нужную насадку на станок несложно, для этого используются болты, идущие в комплекте к аппарату.
Труборезы
Чтобы шов получился хороший, инструкция по сварке полипропиленовых труб предписывает, чтобы соединение отдельных деталей производилось строго под прямым углом. Быстро и точно разрезать их на нужные отрезки поможет специальное приспособление – труборез.
Разрезать можно и при использовании ножовки по металлу, но без использования труборезов получить точный срез намного труднее.
Дополнительные инструменты
Если домашний мастер приобрел прибор для сваривания и труборез, то для качественного осуществления процесса сварка потребуется совсем небольшой набор инструментов:
- Рулетка для отмеривания отрезков.
- Уровень для контроля горизонтальности их размещения.
- Шаблоны для вырезания отверстий, если сеть имеет ответвления.
- Маркер или обычный карандаш для нанесения меток.
Технология сварки полипропиленовых труб несложная. Сварка полипропиленовых труб по инструкции проходит в три стадии:
- Одновременный нагрев обеих деталей, которые будут соединены.
- Снятие деталей с насадок и их соединение в единую конструкцию.
- Остывание расплавленного пластика и образование монолитного шва.

- Для того чтобы сварка ПП труб была выполнена качественно, свариваемые поверхности следует хорошо подготовить. А именно: очистить от грязи и пыли, и обязательно провести обезжиривание. Последнее условие почему-то часто игнорируется домашними мастерами, а ведь от выполнения этой небольшой операции зависит качество шва.
- Перед нагреванием необходимо торец трубы и фитинга обезжирить. Какой раствор стоит использовать? Лучше всего, спирт. Протирка позволит удалить мелкую крошку, образованную в процессе разрезания, которая, как абразив, будет действовать на насадку паяльника, разрушая ее тефлоновое покрытие.
- Насадки непосредственно перед установкой рекомендуется протереть спиртом. Это несложная операция поможет исключить вероятность прилипания пластика к поверхности насадки и необходимость его механического удаления.
- Если выполняется раструбная сварка, то обязательной операцией является и нанесение разметки глубины посадки трубы. Дело в том, что используемые фитинги могут иметь разную глубину сварного соединения, поэтому перед началом разогревания нужно замерить эту глубину, используя обычную линейку или штангенциркуль. Если не сделать разметку, то существует высокий риск совершить ошибку во время введения трубы в отверстие соединительного фитинга. При слишком глубоком введении будет сужено внутреннее сечение трубы, что приведет к уменьшению ее пропускной способности. При недостаточно глубоком введении, прочность соединения будет снижена.
Совет! Глубину посадки многие профессионалы определяют на глаз, но этот навык можно приобрести, только имея немалый опыт работы. Поэтому начинающему мастеру стоит потратить время на выполнение разметки.
- Если сварка ППР труб осуществляется в горизонтальной плоскости на рабочем столе, то с работой легко справиться и один человек. Однако во время монтажа часто возникает необходимость произвести сваривание деталей по месту их установки, причем, положение сварки может быть довольно неудобным. Компактные сварочные аппараты для труб из полипропилена позволяют выполнить и такую сварку, однако мастеру потребуется помощник.

- Когда соединяются ПП трубы - сварка должна производиться максимально аккуратно. Нужно строго выдерживать время нагрева (информация о времени разогрева труб различных диаметров есть в паспорте прибора, так как это время зависит от мощности используемого паяльника). При недогреве деталей герметичного соединения получить не удается, а если передержать их на греющих насадках, то возможно образование наплывов внутри трубы, то приведет к сужению ее внутреннего диаметра.
- Детали, снятые с греющих насадок следует быстро соединить, учитывая глубину посадки. При этом нельзя делать вкручивающих или покачивающих движений. Время на выполнение корректировки соединения сильно ограничено, в распоряжении монтажника не более 2-3 секунд. Поэтому следует стараться сразу максимально точно соединить детали.
- После выполнения соединения не менее важно верно выдержать время застывания сваренного шва. Оно зависит от диаметра используемых труб и температуры окружающего воздуха. Чтобы не допустить моментального застывания пластика, сварку труб из полипропилена никогда не производят при слишком низких температурах, в помещении должно быть не менее 10-15 градусов тепла.
Если домашний мастер не имеет опыта соединения труб из полипропилена с помощью сварки, ему стоит самым тщательным образом изучить инструкцию, которая прилагается к сварочному аппарату. Там имеются таблицы, в которых указано время нагревания и последующей выдержки, а также даны подробные рекомендации по сварочным работам. Не помещает и наглядно посмотреть, как производится сварка полипропиленовых труб – видео с подробным описанием процесса несложно найти на порталах, посвященных строительной тематике.
Как говорят специалисты, использование полимерных труб в тепло- и водоснабжении произвело настоящую революцию в строительстве. Главные преимущества этих материалов заключаются в высокой коррозионной стойкости; незначительном весе; в гладкости внутренней поверхности, что обеспечивает более низкое, по сравнению с обычными металлическими трубами, гидравлическое сопротивление; относительно невысокая стоимость (опять же по сравнению с металлическими изделиями); удобство монтажа, высокая износоустойчивость (срок службы полимерной трубы может составлять 50 лет и более). Хотя у таких труб есть и определенные недостатки: низкая температурная стойкость, газопроницаемость, малое рабочее давление, большое линейное расширение и затруднения с применением надежных резьбовых соединений. Все это заметно ограничивало их использование в горячем водоснабжении и отоплении, пока не были разработаны новые виды материалов, способы монтажа и технологии производства полимерных труб.
Основным материалом для производства таких изделий является особый тип термопластичного полимера. Одна линия для производства полиэтиленовых труб позволяет изготавливать трубы высокого и низкого давления из различных полимерных материалов - полипропилена, полибутена, поливинилхлорида и пр. Поливинилхлорид, к примеру, обладает таким качеством, как пожаробезопасность, что объясняется высокой температурой его воспламенения (+440°С) и кислородным индексом 60 %. Однако главный недостаток поливинилхлорида состоит в повышенной жесткости этого материала, что сильно осложняет работу с ним.
Полихлорвинил образуется путем полимеризации хлористого винила. Он бывает двух видов – хлорированный и непластифицированный поливинилхлорид. ПВХ представляет собой достаточно прочный, удобный в использовании и стойкий к внешним воздействиям материалы. Но область его применения ограничивается из-за повышенной токсичности и быстрой возгораемости. По этим причинам такие трубы применяются, в основном, для оборудования дренажа и канализации. Но с другой стороны, изделия из ПВХ имеют и ряд преимуществ: стойкость к коррозии, низкая теплопроводность, гладкая поверхность внутри, жесткость. Как и другие полимеры, ПВХ неустойчив к воздействиям солнечных лучей, кислородонепроницаем и требует использования специального монтажно-сварочного оборудования.
Полиэтиленовые трубы отличаются низкой себестоимостью, удобны для сварки, а их производство не требует больших вложений. Однако они недостаточно теплостойкие и прочные, поэтому их редко используют для отопления (только трубы из специального полиэтилена для повышенной температуры). В нашей стране преобладает производство труб из полиэтилена вида PE 63, хотя на Западе получил широкое распространение материал нового поколения – PE100, который более прочный и теплостойкий. Трубы из PE 80 в нашей стране выпускает достаточно большое количество компаний (например, ОАО «Казаньоргсинтез», ООО «Ставролен»), а из PE 100 – единицы (эпизодически их производит завод АНД «Газтрубпласт» и АОА «Кузполимермаш»). Еще одно довольно перспективное направление для развития – производство труб из полиэтилена для повышенной температуры – PE-RT. Пока в нашей стране продается продукция из этого полимера только польской компании KAN. Однако российские предприниматели все еще не спешат вводить трубы из PE-RT в свой ассортимент, считая, что они слишком дорогие по цене (сравнимы со стоимостью труб из металлопластика и PE-X) и при этом все же обладают рядом недостатков по сравнению с металлопластиковыми изделиями (более низкое давление, степень стойкость к воздействию хлора и др.).
Кроме того, для производства труб используют три модификации полипропилена: блок-сополимер РР-В, гомополимер РР-Н и статический сополимер пропилена с этиленом PP-R. Каждый из этих видов материалов используется для определенных труб. Так, например, РР-Н применяется для строительства технологических трубопроводов, РР-В используется в канализационных системах, а PP-R, благодаря своей высокой прочности, применяется в горячем теплоснабжении и отоплении. Впрочем, полипропилен в строительстве отопительных систем постепенно уступает в Европе трубам на основе PE-X. В нашей стране он все еще популярен, так как имеет хорошую свариваемость. И это его преимущество компенсирует для отечественных строителей все недостатки: относительно большую скорость распространения трещин, жесткость и высокое линейное тепловое расширение (по сравнению с металлопластиковыми трубами). Впрочем, в системах холодного водоснабжения и канализации полипропилен преобладает над ПВХ, так как он обладает более высокой химической и тепловой стойкостью по сравнению с последним.
Лидерами на рынке полипропиленовых труб являются зарубежные производители Aquatherm и Polymelt Kunststoftechnik. Среди российских компаний-производителей полипропиленовых труб можно назвать «Стройполимер», «Бородино-Пласт» и «Агригазполимер». Главная сложность производства изделий из пропилена заключается в необходимости закупать определенное сырье. Лучшим сырьем считается продукция шведской компании Borealis, однако она существенно (примерно на 150 евро за одну тонну) дороже аналогичного сырья других немецких, корейских, венгерских и даже российских компаний.
Вышеупомянутый PE-X – это так называемый сшитый полиэтилен. Эта технология производства труб появилась сравнительно недавно. Преимущества сшитого полиэтилена заключаются в лучших показателях ударной вязкости при низких температурах, в химической стойкости, минимальной длительной прочности и устойчивости к распространению трещин по поверхности трубы. Однако этот материал неустойчив к воздействию нефтепродуктов и продуктов их переработки (масел, растворителей, жиров).
Назначение трубы и материал, из которого она изготовлена, можно определить по ее маркировке и окраске. Так, например, трубы черного цвета производятся из полиэтилена, оранжевого и желто-розового – из поливинилхлорида, серые – из полипропилена. При изготовлении на трубы наносится маркировка в виде разноцветных полос. Продольно нанесенными полосами голубого и синего цветов отмечаются трубы для холодного водоснабжения, а полосками белого цвета маркируются трубы в системах отопления и горячего водоснабжения. Трубы желтого цвета применяются для газопроводов. Для изготовления труб из полимерных материалов используется экструзионная линия для производства полиэтиленовых труб. Газопроводные трубы обычно бывают желтого цвета.
Для изготовления труб из полимерных материалов применяют специальные экструзионные линии для производства полиэтиленовых труб. Такое оборудование обычно изготавливается под заказ с учетом требований клиента. Функциональность и комплектация линии напрямую зависит от нескольких факторов. В частности, необходимо принимать во внимание тип материала, из которого будут производиться трубы, учитывать необходимость нанесения маркировочных отметок (это также осуществляется на автоматизированном оборудовании), желаемую производительность оборудования, размеры сечения труб и толщину их стенок.
С технологической точки зрения процесс производства труб из полимерных материалов достаточно простой и не требует много времени для обучения работников (за месяц они вполне могут постигнуть все премудрости). Производственная линия для изготовления полимерных труб при помощи экструзии работает по принципу непрерывного и закрытого цикла. Она состоит из нескольких основных элементов. Одношнековый экструдер представляет собой червячный пресс, внутри которого образуется однородная масса полимерного вещества и пропорционально разделяется на несколько частей (их точное количество зависит от длины и ширины трубы) с помощью формующей головки. Экструдер включается при помощи привода. Высокоскоростные трубные головки выполнены по спиральному принципу, что позволяет обеспечить необходимую экструзию. Они же контролируют температуру. Вакуумный калибратор использует сжатый воздух, который формирует диаметр трубы. Особенно это важно при производстве водопроводных труб, так как позволяет четко калибровать их внутренний диаметр, что необходимо для точной стыковки. Секции охлаждения бывают двух видов: с системой орошения или с полным погружением трубы в воду. Главное, чтобы охлаждение проходило равномерно, иначе велика вероятность получить брак. Тянущее устройство снимает изделие с головки и протягивает его через секцию охлаждения. Эти устройства могут быть различных видов, в зависимости от размера трубы: в виде цепей, ремня или роликовых конструкций. Отрезное устройство представляет собой электрические пилы, которые могут быть как циркульными, так и ленточными. Труба нарезается на отрезки необходимой длины. Маркиратор наносит на поверхность трубы сведения о длине, толщине и диаметре изделия.
В качестве сырья используется гранулированный пластик, который помещается в бункерное отделение экструдера. В этом отсеке находятся кольцевые нагреватели и шнек, которые расплавляют гранулы, образуя однородную вязкую смесь. Расплавленные гранулы подаются к экструзионной голове, через которую выдавливаются под высоким давлением, формируя, таким образом, будущее изделие. Сформованная труба из полипропилена направляется на вакуумную калибровку, где ее сечение калибруется при помощи вакуума. Там же заготовка подвергается первичному охлаждению. Затем труба движется по охлаждающим камерам, где она окончательно остывает, а затем нарезается на отрезки заданной длины. Для того чтобы обеспечить протяжку длинной трубы используется специальный тянущий механизм с гусеницами. При помощи этого механизма трубы вытягиваются без повреждения. Для работы с линией требуется 1-2 оператора на одну смену.
Подобная линия позволяет производить трубы диаметром от 15 до 63 мм. Годовая мощность производства составит от 115000 до 310000 погонных метров, в зависимости от толщины изделий. Установленная мощность токоприемников – 20 кВт, а водопотребление составляет 1 куб. метр в сутки. Для размещения линии понадобится площадь 120-150 кв. метров. Прибавьте к этому площадь административно-бытовых помещений (20-25 кв. метров) и площадь прилегающей территории (50-70 кв. метров). Стоимость такой линии составляет от 3 млн. рублей. Более дорогие варианты обойдутся в $150000 и более. При покупке линии (особенно недорогой) обратите внимание на то, есть ли в ее составе установка подготовки воздуха (воздушный компрессор и фильтр). Иногда для линии в базовой комплектации может потребовать докупить принтер для нанесения маркировки на готовые изделия, холодильные установки и пр.
Общий размер инвестиций для создания собственного производства полимерных труб составит свыше 6 млн. рублей. В эту сумму входит аренда помещений, покупка оборудования, заработная плата работникам, закупка сырья. Сроки окупаемости зависят от рентабельности, которая может сильно различаться (максимум до 20-25 %). В среднем, такое предприятие окупает себя в течение 2-2,5 лет. Однако учитывайте высокий уровень конкуренции в этом сегменте. Вполне вероятно, что сроки окупаемости возрастут, если вы не сможете с самого запуска своего производства обеспечить сбыт вашей продукции по выгодным ценам. Поэтому поисками каналов сбыта стоит озаботиться еще на этапе составления бизнес-плана.
Эпоха водопроводных труб из металла уже давно позади. Такой материал, как полипропилен, а также технология сварки полипропиленовых труб стоят в наше время во главе угла, что касается устройства систем водопровода, отопления и т.д. в доме или квартире.
На рубеже столетий обитатели старых многоэтажек стали менять металлические трубы на пластиковые, которые в те времена еще были далеко несовершенны и теперь требуют очередной замены. Статистика свидетельствует, что сегодня свыше 70% трубопроводов выполняют из полипропилена.
По своей стоимости трубы из полипропилена дешевле металлических, при этом срок эксплуатации таких труб значительно выше, а количество требуемых усилий на их установку – несравнимо меньше. Помимо прочего, масса полипропилена наиболее низкая среди всех полимеров, и даже полиэтилена.
Данный факт, соответственно, влияет на снижение расходов по транспортировке материала, к тому же компактности материала можно добиться, вложив трубы меньшего диаметра в изделия с большим.
При желании сменить стояк или , не нужно спешить с вызовом мастера – вся работа может быть сделана самостоятельно, естественно, при наличии желания и свободного времени.
Работа с трубами из полипропилена
На сегодняшний день была разработана технология монтажа полипропиленовых труб, которая включает в себя сборку труб различных диаметров, а также все необходимые соединительные элементы, обводы, включения, крепежную и запорную арматуру.
Комплектация системы разработана таким образом, что позволяет сконструировать трубопроводную схему любой конфигурации и сложности. Единственный минус трубопроводов из полипропилена, да и тот косвенный – невозможность разъема при сварном способе соединения.
Поэтому технология соединения полипропиленовых труб ребует предельной собранности, чтобы не допустить ошибок в сборке.
Однако новичка в данном деле поджидает масса возможных оплошностей, связанных в основном с невнимательностью или спешкой. Перед сваркой элементов труб необходимо несколько раз удостовериться в правильности их расчетов и размеров.
Теперь касательно пайки – способа соединения полипропиленовых труб с фитингами и конструктивными деталями. Инструмент, с помощью которого осуществляют сварку, в народ называют паяльником. И хотя с точки зрения техники данное название некорректно, такой простой и понятный термин прижился и стал применяем даже в кругу профессионалов.
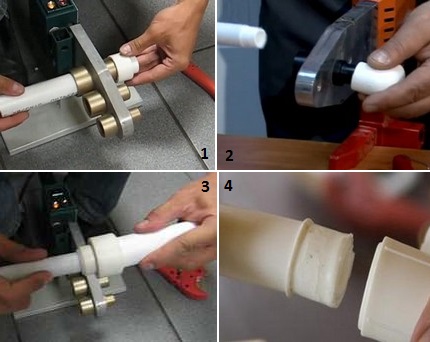
Процесс сварки труб из полипропилена выглядит следующим образом:
- сварочным аппаратом (паяльником) одновременно нагревают обе свариваемые детали;
- соединяют их;
- после непродолжительного времени остывания извлекают из аппарата уже готовое соединение.
Подобное сварное соединение обладает такой герметичностью и прочностью, что способно выдержать практически любое давление.
Сварочный аппарат для РР-R труб
В набор для сварки полипропиленовых труб, естественно, входит сварочный аппарат, который по своему устройству очень прост и незначительно отличается от конструкции обычного утюга, разве что своим дизайном .
Аппарат также состоит из терморегулятора, нагревательной плиты и ручки. Нагревательная плита имеет два отверстия, позволяющие крепление в ней сварных элементов.
Поскольку во время сварки труб из полипропилена обычно применяют саму трубу и какую-либо конструктивную деталь (фитинг), в которую вставляется труба, то и пара сварочных элементов (насадок) аппарата тоже внешне отличается.
Наиболее популярными трубами, которые применяют в домашних отопительных и водопроводных системах, считаются изделия с внешним диаметром 32 и 20 мм. Маркировка о диаметре имеется на каждом полипропиленовом изделии.
В стандартный комплект для сварки полипропиленовых труб входит, как правило, четыре пары сварных элементов, которые позволяют решать практически любые задачи – от 20-ти до 40 мм в диаметре.
Они покрыты тефлоновым напылением, что делает самостоятельное изготовление данного прибора невозможным. И даже если суметь выточить элементы на токарном станке, что не составит особого труда, при нагревании без тефлонового покрытия пластик будет прилипать к металлу.
Нюансы сварки труб из полипропилена

- Одним из основных требований , которое зачастую игнорируется, является обезжиривание поверхностей свариваемых элементов. Конечно, сварку можно производить и без него, однако качество соединения будет куда ниже.
Прежде чем начать процесс, торец трубы и внутреннюю поверхность фитингового элемента следует протереть спиртом. Это также способствует удалению мелкого абразива и частиц пыли с поверхности, которые негативно влияют на целостность тефлонового покрытия насадок сварочного аппарата.
Перед непосредственной установкой, поверхности насадок также требуют осмотра и обработки спиртом для предотвращения налипания расплавленного пластики, при последующем механическом удалении которого тефлон может быть поврежден.
- Разметка глубины посадки полипропиленовых труб является не менее важным моментом, который должен быть учтен во время сварки полипропиленовых труб.
Фитинги различного калибра предполагают разную глубину сварного соединения. Это значит, что глубину с помощью штангенциркуля или линейки.
При этом не будет совершена ошибка с введением трубы в отверстие соединяемого элемента глубже положенного. Иначе, может быть сужено сечение проходного отверстия или же вовсе запайка трубы.
Совет! Если вы хотите научиться тому, как правильно паять пластиковые трубы – видео в сети Интернет, либо инструкция, прилагаемая к сварочному аппарату, смогут вам помочь.
- Как правило, проведение разметки труб является весьма хлопотным занятием. Глубину посадки элементов профессионалы определяют на глаз, однако такой опыт возможен лишь впоследствии продолжительной практики и не для каждого.
Для облегчения задачи часто изготавливают специальное приспособление, которое позволяет не только облегчить процесс замеров, но и сэкономить время. Такое приспособление для трубы 20 мм в диаметре делают из отрезка трубы 32 мм в диаметре.
При глубине посадки 20 миллиметровой трубы в 15мм, необходимо отрезать от 32 миллиметровой трубы кольцо 15 мм в ширину. Кольцо может быть применено для точной отметки линии, означающей глубину посадки, что весьма удобно при надобности сварки большого числа элементов между собой.
Разметочное кольцо может быть модернизировано приклейкой пластикового или картонного дна, что сведет сложность процесса разметки до минимума. Подобные кольца могут быть изготовлены для полипропиленовых труб всех диаметров, кроме наибольшей.
Обычно на столе или полу. Но порой при сборке трубопровода возникает необходимость сварки труб на месте установки. Тогда без еще одной пары рук просто не обойтись.
Помощник при этом должен быть ознакомлен с тем, как правильно сваривать полипропиленовые трубы.
В процессе сварки труб из полипропилена ни в коем случае нельзя медлить. Нужно строго соблюдать время нагрева соединяемых элементов, которое указано в соответствующей таблице для каждого диаметра, в особенности, когда сварка производится на месте установки, и не представится возможности проверки качества соединения .
Наиболее распространенной оплошностью является перегрев деталей, вследствие чего происходит сужение сечения трубы.
Совет! При сварке труб по месту дислокации, одному человеку следует держать сварочный аппарат, а другому стыковать трубу и фитинг сперва с горячими сварными насадками, а после между собой. В одиночку не всегда выходит снять с паяльника одновременно и трубу, и фитинг. Что-то одно может остаться, и тогда помощнику следует незамедлительно помочь с извлечением.
Процесс сварки труб из полипропилена

- Включают сварочный аппарат. Индикатор кнопки включения должен светиться. Нагрев сварочного аппарата происходит в течение 10-30 минут в зависимости от температуры окружающего воздуха. Рабочая температура аппарата составляет 260 градусов. Если аппарат эксплуатируется впервые, после нагрева ему дают постоять в течение 5 минут, и только потом начинают сварку.
- Труба и фитинг одновременно вставляются в сварочную насадку по одной оси. Нагрев происходит в соответствии с таблицей и в зависимости от диаметра свариваемых элементов.
- После окончания времени нагрева фитинг и трубу снимают со сварочного аппарата и тут же соединяют, удерживая их неподвижно в течение указанного времени.
- Остывшее соединение свидетельствует о том, что сварка окончена, а детали можно использовать как единое целое.
Итак, статья на тему «трубы полипропиленовые: как установить и как осуществить сварку» окончена. Теперь при самостоятельном монтаже трубопровода у вас не должно возникнуть проблем.
Пайка труб из полипропилена осуществляется с помощью специальных аппаратов, обеспечивающих точный контроль за временем и температурой расплавления деталей. Для систем холодной воды допускается использование холодной (клеевой) сварки.
Как выбрать аппарат?
По форме все устройства для сварки полипропиленовых труб подразделяются на:
- Мечевидные («утюги»): недорогие аппараты, предназначенные для сварки труб диаметром до 40 мм, с нагревательным элементом в виде пластины, в отверстия которой вставляются парные насадки – сменные муфты и дорны. Тефлоновое покрытие предохраняет пластик от прилипания к металлу. Используются в основном для периодических или разовых работ. Если выбор остановился именно на таком устройстве, кроме его мощности и способов терморегуляции, необходимо обязательно проверить устойчивость конструкции.
- Цилиндрические: полупрофессиональные и профессиональные агрегаты, нагревательный элемент в которых имеет форму прямого или бокового цилиндра. Сварочный аппарат в форме буквы «Г» с боковым цилиндром может использоваться для пайки в труднодоступных местах.
От мощности прибора напрямую зависит скорость выполнения операций. Для разовых работ лучше приобрести инструмент средней мощности. Ориентироваться следует на диаметр труб. К примеру, если он равен 40 мм, эту цифру умножают на 10, плюс добавляют 20-40% запаса. То есть, 40 x 10 + 80 = 480 Вт. Округляем цифру до 500 Вт. Для труб большего диаметра (к примеру, 16-сантиметровых) потребуется уже профессиональный дорогостоящий агрегат мощностью 1800-2000 Вт.
Уровень нагрева, информация о котором выводится на дисплее, задается термостатом. Более точными считаются аппараты с электронными или микропроцессорными терморегуляторами, позволяющие максимально точно измерять температуру. В капиллярных и биметаллических термостатах погрешность в измерениях увеличивается.
Слишком много насадок на строительный фен, применяемый в быту, не нужно – достаточно приобрести аппарат с насадками диаметром 20, 25 и 32 мм. Тем более, что ручным инструментом сварить трубы диаметром более 40-60 мм проблематично. В комплект паяльника могут входить дополнительные инструменты: фаскосниматель, резак, шейвер для зачистки армированного пластика, калибровочное устройство, торцеватель и пр. Приобрести их можно и по отдельности.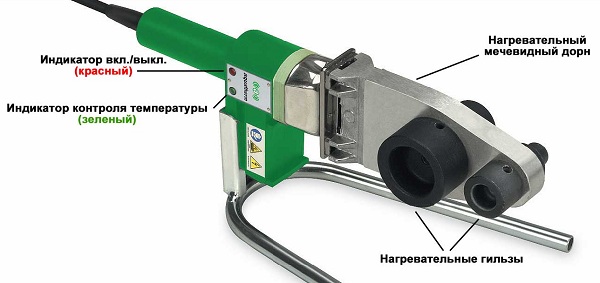
Технология процесса
В зависимости от вида соединения сварка полипропиленовых труб может осуществляться:
- Враструб: подобным способом соединяют трубы небольшого диаметра (до 40 мм) в системах отопления и водоснабжения. Центровка и сжатие обеспечиваются за счет просчитанных размеров трубы и муфты или другого фасонного изделия (тройника, переходника и пр.). В обычном состоянии диаметр трубы чуть больше внутреннего диаметра муфты, после их расплавления и применения небольшого физического усилия труба входит в муфту на глубину, равную глубине разогрева, образуя прочное и надежное крепление. Для полимеризации выдерживается определенное время.
- Стыковая: для соединения деталей одного типа и равного диаметра. Торцы труб располагаются на одной оси, то есть торец к торцу. В результате одновременного нагрева и механического сжатия деталей происходит взаимопроникновение полипропилена. Для достижения подобного эффекта требуется использование специальных станков. В бытовых условиях метод не применяется, его используют для сварки толстостенных труб большого диаметра в магистралях.
Трубы диаметром от 4 см соединять вручную и центровать очень сложно. Для таких работ используются электромуфтовые агрегаты с приспособлениями для центровки. Такие приборы работают в автоматическом режиме и относятся к высокотехнологичному дорогостоящему оборудованию.
Какая нужна температура нагрева?
Для получения прочного соединения важно определить точную температуру нагрева. При её отклонении в ту или другую сторону существует риск повреждения пластика в процессе эксплуатации и появления протечек. При низкой температуре пластик расплавится недостаточно, и крепление получится непрочным. При её избытке он излишне деформируется, и из-за образования наплывов диаметр отверстия уменьшится. Да и вставить перегретую и слишком размягченную трубу в фитинг будет проблематично.
Температура нагревательного элемента задается механическим (биметаллическим) или электронным термостатом. Если для работы с полиэтиленом требуется температурный режим в пределах 220°С (±5), то полипропилен сваривают при более высокой температуре 260°С . Специалисты советуют при приобретении сварочного аппарата сразу же выставить нужную температуру и в дальнейшем её уже больше не менять. На старых «паяльниках» она не регулируется вовсе, но такие аппараты вполне пригодны для использования.
Время нагревания труб зависит от их диаметра. Соблюдать его необходимо точно:
- 20 мм: нагревание производится не более 6 секунд;
- 25 мм: для спайки достаточно 7 секунд;
- 32 мм: время обработки 8 секунд;
- 40 мм: нагрев 12 секунд.
Современные аппараты для сварки полипропилена оборудованы системой светового или звукового оповещения. Достаточно лишь задать нужную температуру и время.
Следует обращать внимание и на температуру окружающего воздуха. В холодных помещениях время нагрева паяльника увеличивают на 2-3 секунды. Хотя подбирать это время лучше опытным путем. При температуре воздуха ниже +5°С время нагрева увеличивается на 50%.
Несмотря на кажущуюся простоту – нагрел, соединил, остудил – в сварке полипропилена есть множество моментов, упускать которые не стоит:
- При полном отсутствии опыта вначале лучше потренироваться на отрезке трубы, ведь разогретый полипропилен сохраняет пластичность недолго, за это время необходимо успеть соединить элементы без перекосов, прочно их зафиксировать и, ни в коем случае не меняя их положения, дождаться полного остывания.
- Трубы и фитинги разных фирм даже одного и того же диаметра сваривать между собой не стоит – из-за разницы в химическом составе добиться надежного соединения будет невозможно.
- Для получения ровного среза точно под 90° используют только очень острый инструмент. Все заусеницы тщательно зачищаются.
- Покупать необходимо только качественный пластик – при выборе изделий от сомнительного производителя трубопровод может дать протечку.
- Работать на весу запрещено – утюг для сварки должен обязательно иметь подставку. Удобнее, если он имеет крепление к столу в форме винтового зажима.
- Так как фитинг прогревается чуть дольше, его надевают на насадку первым.
- Слишком медлить и затягивать интервал между нагревом и монтажом не следует – сварка будет непрочной.
- Трубу необходимо вводить в фитинг до упора, иначе в месте образовавшегося зазора из-за уменьшения толщины стенки она со временем даст течь.
- Оплывы пластика, образовавшиеся в процессе сварки, сразу же удалять не стоит – неостывшее соединение легко деформируется. Хотя, конечно, у опытного мастера оплывы появляются очень редко.
- Вращать, ввинчивать детали при соединении запрещено, движение необходимо делать только по прямой.
- Чрезмерное усилие при соединении также недопустимо – в результате в трубе может образоваться большой наплыв пластика, препятствующий прохождению жидкости.
- Случайно поврежденный фитинг следует заменить новым, запаивание его встык с трубой недопустимо.
- Некоторые агрегаты китайского и турецкого производства оснащены сразу двумя нагревательными элементами с отдельными выключателями. Но во избежание риска перегрева полипропилена использовать сразу оба не стоит, пусть второй нагреватель будет лишь запасным.
- Время остывания должно быть приблизительно равно времени нагрева. Не стоит укорачивать этот период, иначе соединение будет непрочным.
- Места соединения труб не должны быть загрязнены – сварка пыльных и грязных изделий может привести к потере прочности. Дополнительно свариваемые плоскости обезжириваются ацетоном, бензином или уайт-спиртом. Обычную водку для этих целей использовать запрещено, так как она способна разрыхлять пластик.
- Недопустимо и попадание влаги. При скоплении в трубах воды их набивают солью или хлебным мякишем, для удаления после сварки их следует хорошо промыть.
- Для систем с горячей водой используется полипропилен, армированный фольгой или стекловолокном. При зачистке фольги даже небольшого оставшегося кусочка достаточно, чтобы в процессе эксплуатации образовалась течь, её необходимо удалять тщательно на всю длину спайки. Зачистка стекловолокна не требуется – этот материал спаивается очень хорошо.
- Важна не только чистота труб, но и самого паяльника. После каждой операции остатки пластика обязательно полностью удаляют.
Холодная сварка
Соединение полипропилена с помощью специального клея (холодная сварка) не менее прочно, чем фиксация с помощью горячего сварного метода. Однако используется оно лишь для труб, подающих холодную воду. Ведь клей под воздействием высоких температур способен размягчаться.
Процесс монтажа несложен:
- Трубы нарезают точно под углом 90° и зачищают от заусениц, пыли и грязи.
- На фитинги и трубы наносится разметка таким образом, чтобы при их соединении между упором фитинга и трубой не осталось промежутка больше 1 мм.
- Клей тонким слоем распределяется на каждую из деталей.
- Они скрепляются между собой.
- Соединение фиксируется руками в неподвижном положении в течение 15 секунд.
- Подключать воду можно спустя час после холодной сварки.

Ремонт или замена коммуникаций, выполненных из полимерных труб, не обходится без проведения такой процедуры, как сварка. Как правильно производится сварка полипропиленовых труб своими руками и что учитывать при состыковке элементов, рассмотрим в статье.
Одним из неоспоримых достоинств полимерных труб является простота сборки.
Монтаж элементов можно производить практически везде: прокладывать открытым способом на стенах либо размещать скрыто под полом.
Если сварка водопроводных труб из полипропилена произведена правильно, то собранная система исправно прослужит без ремонта не один десяток лет
Полимерные трубы выпускаются диаметрами от 20 до 110 мм. Для бытовых целей чаще всего используются изделия размером 20/25/32/40 мм. Область из применения определяет показатель номинального давления материала. В маркировочной надписи он обозначается буквами «PN»:
- PN 10 – выбирают для обустройства холодного водоснабжения.
- PN 16 – используют для холодной воды, но с более высоким напором, а также при обустройстве системы «теплый пол».
- PN 20 – изделия, единственным ограничителем которых является температурный режим транспортируемой через них жидкостей. Он не должен превышать отметки в 75 °С.
- PN 25 – универсальные изделия, применяемые для обустройства как «холодных», так и «горячих» систем, температура которых достигает отметки в 90°С.
В продаже можно встретить полимерные изделия, оборудованные дополнительным армированием.
Армированные изделия применяют для прокладки на длинных участках в условиях, где необходимо снизить линейное расширение, возникающее при колебаниях температуры
Главной особенностью полимерных труб является невозможность их изгиба. Поэтому все изменения траектории прокладываемой магистрали осуществляются только из прямых участков, соединенных между собой вспомогательными фурнитурными элементами:
- крестовины – для возможности ответвления основного потока;
- тройники – размножители потоков;
- муфты – для соединения труб на прямом участке;
- отводы – для изменений направления трубопровода.
Фитинги могут быть оснащены вплавленной металлической резьбой, которая дает возможность соединять полимерный трубопровод с металлическими элементами.

Чтобы швы получались максимально прочными и герметичными, важно обеспечивать точное совпадение диаметров состыковываемых элементов
При выборе вспомогательных элементов следует брать за основу два параметра: внутреннее сечение изделий и толщину их стенок. Эти параметры должны соответствовать техническим характеристикам используемых полипропиленовых труб.
Способы соединения полимерных труб
При состыковке труб, выполненных из полимерных материалов, в зависимости от условий монтажа применяют один из двух способов:
- Пайка – предполагает разогрев и состыковку расплавленных концов элементов.
- Без пайки – предполагает соединение труб посредством компрессионных фитингов либо же путем реализации так называемой «холодной» сварки.
Второй способ монтажа удобен в том плане, что для его реализации нет необходимости задействовать специальное оборудование. Все работы можно выполнить с использованием простого инструмента – обжимного ключа.
Инструменты для соединения
Основной инструмент, используемый для соединения пластиковых труб – утюг для сварки. Это своеобразный паяльник, работающий от сети в 220В. Принцип работы устройства довольно прост. Роль нагревательного элемента утюга выполняет сварочный ТЭН, помещенный в металлический кожух. Он прогревает до заданной температуры плиту, которая накаляет насадки. За поддерживание оптимальной температуры насадок отвечает терморегулятор.

Утюг представляет собой компактный и легкий сварочный прибор, оборудованный посадочными местами под размещение гильзы для труб и дорна для фасонных изделий
В комплекте к утюгу идут нагревающие насадки стандартных размеров. Накаляясь до определенной температуры, они размягчают пропилен до вязкости, которая обеспечит герметичное соединение элементов. Насадки подбирают в зависимости от диаметра используемых труб:
- 20-й размер – для труб диаметром в полдюйма;
- 25-й – для изделий диаметром 0,75 дюйма;
- 40-й – для элементов сечением 1,25 дюйма.
Поскольку стоимость такого сварочного аппарат довольно высока, а использовать его приходится не так уже часто, нет смысла приобретать оборудование. Инструмент лучше взять на день-два в аренду.
Для высококачественной нарезки и подготовки свариваемых участков лучше всего использовать специальный предназначенный для этого инструмент – труборез. С его помощью можно получить ровный, гладкий и красивый срез.

Роль режущего элемента трубореза выполняет лезвие из нержавеющей стали; для удобства использования инструмент оснащен прорезиненной рукояткой
За неимением трубореза работу можно выполнить болгаркой или ножовкой по металлу. Единственное – на месте среза после таких инструментов остается бахрома. Но ее не составит труда удалить, зачистив полосой наждачной бумаги.
Помимо основных инструментов для проведения работ потребуются также:
- угольник;
- строительная рулетка;
- простой карандаш или маркер.
Планируя соединять трубы методом «холодной» сварки, необходимо заранее приобрести термоактивный клей, изготовленный на основе полиэфирной или эпоксидной смолы, либо же его термопластичный аналог, произведенный на основе каучука.
Основные этапы технологии пайки
Ключевыми условиями успешного монтажа водопроводной системы из полимеров являются тщательный расчет требуемого материала и грамотно выполненная сварка элементов.
Расчет объемов материала и комплектующих
Чтобы облегчить себе работу, минимизировав тем самым ошибки при монтаже, первым делом необходимо начертить схему будущей системы, указав на ней число поворотов и разветвлений. При просчете количества труб к каждой длине отрезка следует прибавить по 25-40 мм, затрачиваемых на «провар».

Цена на полимерные изделия и необходимые для их монтажа фасонные элементы невелика, а потому на случай бракованных паяных пар, которые нередко возникают на первых порах работы, есть смысл сделать небольшой запас
Если вам еще не приходилось сваривать полипропиленовые трубы, опытные специалисты рекомендуют и вовсе приобрести несколько отрезков труб для предварительной тренировки. Такие затраты и по цене выйдут недорого и позволят избежать грубых ошибок при монтаже системы.
Особенностью полимерных труб является возрастание коэффициента линейного расширения под действием высоких температур. Как результат: при нагревании или возрастании давления внутри системы трубы удлиняются и с течением времени начинают провисать. Чтобы предупредить это явление, при прокладке участков длиной свыше 4-5 метров потребуется также задействовать компенсаторы.

Компенсаторы представляют собой «П»-образные соединительные элементы, внешне напоминающие завернутые петли, которые обеспечивают надежность системы в процессе ее эксплуатации
Компенсаторы устанавливают как на горизонтальные, так и на вертикальные участки, монтируя их между двумя неподвижными опорами. При необходимости можно приобрести и компенсаторы особой модификации, которые могут устранять линейное расширение на угловых сгибах трубопровода.
Выясним, как правильно сваривать полипропиленовые трубы, чтобы в местах соединений не было протечек.
Пайка элементов трубопровода
Вкратце суть технологии сварки полипропиленовых труб заключается в том, что под действием высокой температуры концы состыковываемых элементов разогревают и путем плотного прижатия друг к другу соединяют.

Для создания прочного соединения при выполнении пайки саму трубу прогревают с внешней стороны, а задействуемые при ее состыковке вспомогательные элементы – с внутренней
Перед началом работ отрезанные на указанную длину куски труб избавляют от неровностей и заусениц. Если в трубе предусмотрена прослойка внутреннего или внешнего фольгирования, ее необходимо предварительно зачистить торцевателем, оснащенным хорошо заточенными и отрегулированными ножами.
При выполнении зачистки с использованием торцевателя трубу необходимо заглубить в инструмент до упора.
Работу по сварке пластиковых труб своими руками выполняют в такой последовательности:
- Подключают паяльник к электропитанию с тем, чтобы разогреть оборудование до оптимальной температуры в 260-270°С.
- Подлежащие соединению отрезки труб одновременно надевают на насадки, обеспечивая максимально ровное вхождение. Эту работу следует выполнять быстро и уверенно.
- Выдержав указанное в инструкции время, пока фитинги и концы труб расплавятся, извлекают элементы из нагревательных насадок.
- Состыковывают расплавленные концы между собой, аккуратно вжимая друг в друга в течение 15-20 секунд.
- Скрепленные детали оставляют в статичном положении с тем, чтобы шов полностью остыл, а соединение стало монолитным.
Определить продолжительность нагрева можно из прилагаемой к оборудованию инструкции или воспользовавшись приведенной ниже таблицей.

Продолжительность нагрева для достижения полной полимеризации состыковываемых элементов зависит от диаметра изделий и толщины их стенок
Пренебрегать указанными в таблице требованиями по времени нагрева нельзя. Недостаточный прогрев не способен обеспечить надежное соединение. Чрезмерное перегревание приведет к тому, что полипропилен «потечет», а детали деформируются. Как следствие: на внутренней поверхности сварных швов образуются выступы, которые значительно уменьшат диаметр трубопровода.
Чтобы иметь возможность контролировать глубину вхождения отрезков в нагревательный элемент, снизив тем самым вероятность дефекта, на их концах желательно предварительно сделать засечки
После завершения полимеризации и застывания, на которое уходит около 20 секунд, стык готов. По такой же технологии спаивают все последующие узлы до победного конца, пока водопровод не будет полностью собран.
Типичные ошибки при монтаже
Основные ошибки, которые допускают начинающие мастера при работе с полимерными изделиями:
- Нагревание деталей. В момент нагревания детали должны располагаться в максимально ровном положении. Малейшее смещение может негативно повлиять на эксплуатационные параметры всей сантехнической системы.
- Состыковка полимеризованных концов. Выполняя надавливание расплавленных концов элементов нельзя проворачивать детали вокруг своей оси. Это может привести к тому, что шов получится недостаточно прочным.
- Корректировка соосности. При состыковке элементов допускается лишь легкая корректировка их соосности, продолжительность процедуры которой не более 1-2 секунд.
Еще один важный момент: выполняя впаивание кранов, необходимо обязательно учитывать расположение вентилей, обеспечивая им свободный полный ход.

Нагретый полипропилен остывает настолько быстро, что уже через час с момента завершения монтажа в систему можно смело подавать воду
Если после состыковки элементов в качестве какого-либо шва возникли сомнения, место соединения лучше вырезать и заново переделать. Устранение дефектов лучше выполнить на этапе монтажа конструкции, поскольку заменить протекающий стык в запущенной системе гораздо проблематичнее.
Сборка элементов без применения пайки
Применение компрессионных фитингов и современных клеевых составов дает возможность выполнять монтаж полипропиленовых труб качественно, быстро и при минимальных материальных вложениях.
Путем установки компрессионного фитинга
Для реализации этого способа соединения потребуется приобретение компрессионных фитингов и задействование обжимного ключа.

Компрессионные фитинги оснащены уплотнительными зажимными кольцами, выполняющих роль демпферов при возникновении ударных импульсных нагрузок (в отличие от простых накидных гаек)
Монтаж компрессионного фитинга включает три основных этапа:
- На обрезанный под прямым углом и зачищенный от заусениц конец трубы надевают синюю гайку. При размещении обжимного кольца белого цвета ему необходимо придать такое положение, при котором утолщенная часть была направлена к хвостовой части трубы.
- Трубу вставляют в фитинг до упора, продвигая на максимум зажимное кольцо.
- Закручивают синюю гайку, «наживляя» ее сначала вручную, а затем дожимая с помощью ключа.
Для сборки компрессионных фитингов не требуется наличия специальных знаний и навыков. Изделия поставляются в продажу полностью готовыми к монтажу. Их установку можно выполнять при любых температурных условиях.
Посредством склеивания элементов
Клеевой способ применяют для сборки водопровода, по которому планируется транспортировать только холодную воду. Чтобы применить метод «холодной» сварки, потребуется задействовать «агрессивный» клеевой состав типа LN-915.

Клей способен растворять поверхности состыковываемых деталей на одну треть, создавая тем самым условия для холодной диффузионной сварки
Чтобы защитить кожу рук от случайного попадания состава и «разъедания» его действующими компонентами, манипуляции по склеиванию лучше выполнять в защитных перчатках.
Последовательность действий при склеивании изделий:
- Проверяют соответствие углов среза состыковываемых участков и помечают карандашом места для склеивания.
- Зачищают и обезжиривают подлежащие соединению концы труб.
- На торцы труб и область раструбов фитингов равномерным слоем наносят клеящий состав.
- Отрезы трубы вставляют в отверстия фитинга, ориентируясь на сделанные карандашом отметки. Конструкцию выдерживают в зафиксированном положении в течение трех минут, после чего салфеткой удаляют излишки составов.
- Соединенные элементы выкладывают на ровную поверхность и оставляют на 5-6 часов до полного высыхания.
Запускать воду для проверки качества склеивания можно лишь через сутки после завершения монтажа.
При реализации этого метода важно соблюдать два основных условия: температурный и влажностный режим. Все работы нужно выполнять при температуре воздуха от +5, +35°С. Осуществляя склеивание в условиях жаркой погоды, работу следует выполнять максимально оперативно с тем, чтобы клей не успел высохнуть до завершения монтажа.
О тонкостях процессов пайки и склеивания труб можно узнать из следующих видеороликов:
Как правильно паять трубы:
Работы по самостоятельной состыковке полипропиленовых труб даже у начинающего мастера не должны вызвать особых сложностей. Нужно лишь четко и добросовестно выполнять все технологические нормы.