วิธีเชื่อมท่อและข้อต่อโพลีโพรพีลีนอย่างถูกต้อง วิธีการเชื่อมท่อโพลีโพรพีลีนแบบต่างๆ
ทำการบัดกรีท่อโพลีโพรพีลีนโดยใช้ อุปกรณ์พิเศษซึ่งให้การควบคุมเวลาและอุณหภูมิการหลอมเหลวของชิ้นส่วนได้อย่างแม่นยำ สำหรับระบบต่างๆ น้ำเย็นอนุญาตให้ใช้การเชื่อมเย็น (กาว)
จะเลือกอุปกรณ์อย่างไร?
รูปร่างของอุปกรณ์เชื่อมทั้งหมด ท่อโพรพิลีนแบ่งออกเป็น:
- รูปดาบ (“เตารีด”): อุปกรณ์ราคาไม่แพงที่ออกแบบมาสำหรับการเชื่อมท่อที่มีเส้นผ่านศูนย์กลางสูงสุด 40 มม. โดยมีองค์ประกอบความร้อนในรูปแบบของแผ่นเข้าไปในรูที่สอดหัวฉีดที่จับคู่ไว้ - ข้อต่อและแมนเดรลที่ถอดเปลี่ยนได้ เคลือบเทฟล่อนป้องกันไม่ให้พลาสติกเกาะติดกับโลหะ ส่วนใหญ่จะใช้สำหรับการทำงานเป็นระยะหรือครั้งเดียว หากคุณเลือกอุปกรณ์ดังกล่าวนอกเหนือจากพลังและวิธีการควบคุมอุณหภูมิแล้วยังจำเป็นต้องตรวจสอบความเสถียรของโครงสร้างด้วย
- ทรงกระบอก: อุปกรณ์กึ่งมืออาชีพและมืออาชีพ องค์ประกอบความร้อนที่มีรูปร่างเป็นทรงกระบอกตรงหรือด้านข้าง เครื่องเชื่อมรูปตัว L พร้อมกระบอกด้านข้างสามารถใช้บัดกรีในที่เข้าถึงยาก
ความเร็วในการทำงานโดยตรงขึ้นอยู่กับพลังของอุปกรณ์ สำหรับการทำงานครั้งเดียวควรซื้อเครื่องมือกำลังปานกลางจะดีกว่า คุณควรเน้นที่เส้นผ่านศูนย์กลางของท่อ ตัวอย่างเช่น หากเป็น 40 มม. ตัวเลขนี้จะถูกคูณด้วย 10 บวกด้วยระยะขอบ 20-40% นั่นคือ 40 x 10 + 80 = 480 W. เราปัดเศษตัวเลขเป็น 500 W. สำหรับท่อที่มีเส้นผ่านศูนย์กลางใหญ่ขึ้น (เช่น 16 ซม.) คุณจะต้องมีหน่วยมืออาชีพที่มีราคาแพงซึ่งมีกำลังไฟ 1800-2,000 วัตต์
ระดับความร้อนข้อมูลที่แสดงบนจอแสดงผลถูกกำหนดโดยเทอร์โมสตัท อุปกรณ์ที่มีเทอร์โมสแตทอิเล็กทรอนิกส์หรือไมโครโปรเซสเซอร์ถือว่ามีความแม่นยำมากกว่า ทำให้สามารถวัดอุณหภูมิได้อย่างแม่นยำที่สุด ในเทอร์โมสแตทแบบแคปิลลารีและไบเมทัลลิก ข้อผิดพลาดในการวัดจะเพิ่มขึ้น
คุณไม่จำเป็นต้องมีสิ่งที่แนบมามากเกินไปสำหรับเครื่องเป่าผมที่ใช้ในชีวิตประจำวัน - ก็เพียงพอแล้วที่จะซื้ออุปกรณ์ที่มีอุปกรณ์เสริมที่มีเส้นผ่านศูนย์กลาง 20, 25 และ 32 มม. นอกจากนี้, เครื่องมือช่างท่อเชื่อมที่มีเส้นผ่านศูนย์กลางมากกว่า 40-60 มม. เป็นปัญหา ชุดหัวแร้งอาจมีเครื่องมือเพิ่มเติม: chamfer, เครื่องตัด, เครื่องโกนหนวดสำหรับปอกพลาสติกเสริมแรง, อุปกรณ์สอบเทียบ, ที่กันจอน ฯลฯ คุณสามารถซื้อแยกต่างหากได้ 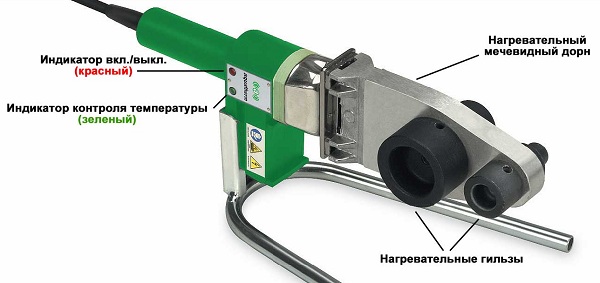
เทคโนโลยีกระบวนการ
การเชื่อมท่อโพลีโพรพีลีนสามารถทำได้ทั้งนี้ขึ้นอยู่กับประเภทของการเชื่อมต่อ:
- ซ็อกเก็ต: ในทำนองเดียวกันท่อที่มีเส้นผ่านศูนย์กลางเล็ก (สูงสุด 40 มม.) เชื่อมต่ออยู่ในระบบทำความร้อนและน้ำประปา การวางศูนย์กลางและแรงอัดทำให้มั่นใจได้ด้วยขนาดที่คำนวณของท่อและข้อต่อหรือผลิตภัณฑ์ที่มีรูปร่างอื่นๆ (ที ตัวปรับต่อ ฯลฯ) ในสภาวะปกติ เส้นผ่านศูนย์กลางของท่อจะใหญ่กว่าเส้นผ่านศูนย์กลางภายในของข้อต่อเล็กน้อย หลังจากที่พวกเขาละลายและใช้แรงทางกายภาพเล็กน้อย ท่อจะเข้าสู่ข้อต่อที่ความลึกเท่ากับความลึกของความร้อน สร้างความแข็งแกร่งและเชื่อถือได้ การยึด อนุญาตให้มีเวลาที่แน่นอนสำหรับการเกิดพอลิเมอไรเซชัน
- ก้น: สำหรับเชื่อมต่อชิ้นส่วนชนิดเดียวกันและมีเส้นผ่านศูนย์กลางเท่ากัน ปลายท่ออยู่บนแกนเดียวกันนั่นคือตั้งแต่ต้นจนจบ ผลจากการให้ความร้อนและการบีบอัดเชิงกลของชิ้นส่วนไปพร้อมๆ กัน ทำให้โพลีโพรพีลีนแทรกซึมเข้าไปได้ เพื่อให้บรรลุผลนี้ จำเป็นต้องใช้เครื่องจักรพิเศษ วิธีนี้ไม่ได้ใช้ในสภาพภายในประเทศใช้สำหรับเชื่อมท่อขนาดใหญ่ที่มีผนังหนาในทางหลวง
ท่อที่มีเส้นผ่านศูนย์กลาง 4 ซม. ขึ้นไปนั้นยากต่อการเชื่อมต่อและจัดกึ่งกลางด้วยตนเอง สำหรับงานดังกล่าวจะใช้หน่วยอิเล็กโตรฟิวชันพร้อมอุปกรณ์จัดตำแหน่ง อุปกรณ์ดังกล่าวทำงานโดยอัตโนมัติและเป็นอุปกรณ์ไฮเทคและมีราคาแพง
ต้องใช้อุณหภูมิความร้อนเท่าไร?
เพื่อให้ได้การเชื่อมต่อที่แน่นหนา การกำหนดอุณหภูมิความร้อนที่แน่นอนเป็นสิ่งสำคัญ หากเบี่ยงเบนไปในทิศทางเดียวอาจมีความเสี่ยงที่จะเกิดความเสียหายต่อพลาสติกระหว่างการใช้งานและการรั่วไหล ที่อุณหภูมิต่ำ พลาสติกจะละลายไม่เพียงพอ และการยึดจะเปราะบาง หากมีมากเกินไปก็จะเสียรูปมากเกินไปและเนื่องจากการก่อตัวของความหย่อนคล้อยเส้นผ่านศูนย์กลางของรูจะลดลง ใช่ และการใส่ท่อที่มีความร้อนมากเกินไปและอ่อนเกินไปเข้าไปในข้อต่อจะเป็นปัญหาได้
อุณหภูมิขององค์ประกอบความร้อนถูกกำหนดโดยเทอร์โมสตัทแบบกลไก (bimetallic) หรือแบบอิเล็กทรอนิกส์ หากการทำงานกับโพลีเอทิลีนต้องมีอุณหภูมิภายใน 220°C (±5) โพรพิลีนถูกเชื่อมที่อุณหภูมิสูงกว่า 260°C. ผู้เชี่ยวชาญแนะนำว่าเมื่อซื้อเครื่องเชื่อมให้ตั้งอุณหภูมิที่ต้องการทันทีและอย่าเปลี่ยนอีกในอนาคต สำหรับ "หัวแร้ง" แบบเก่านั้นไม่สามารถปรับได้เลย แต่อุปกรณ์ดังกล่าวค่อนข้างเหมาะสำหรับการใช้งาน
เวลาในการทำความร้อนของท่อขึ้นอยู่กับเส้นผ่านศูนย์กลาง จะต้องปฏิบัติตามอย่างเคร่งครัด:
- 20 มม.: การทำความร้อนใช้เวลาไม่เกิน 6 วินาที
- 25 มม.: 7 วินาทีก็เพียงพอสำหรับการบัดกรี
- 32 มม.: เวลาในการประมวลผล 8 วินาที;
- 40 มม. : ทำความร้อนสูงสุด 12 วินาที
เครื่องจักรที่ทันสมัยสำหรับการเชื่อมโพลีโพรพีลีนมีระบบเตือนด้วยแสงหรือเสียง คุณเพียงแค่ต้องตั้งอุณหภูมิและเวลาที่ต้องการ
คุณควรใส่ใจกับอุณหภูมิโดยรอบด้วย ในห้องเย็น เวลาทำความร้อนของหัวแร้งจะเพิ่มขึ้น 2-3 วินาที แม้ว่าจะเป็นการดีกว่าถ้าเลือกในครั้งนี้แบบทดลอง ที่อุณหภูมิอากาศต่ำกว่า +5°C เวลาในการทำความร้อนจะเพิ่มขึ้น 50% 
แม้จะมีความเรียบง่ายที่ชัดเจน - ให้ความร้อน, เชื่อมต่อ, ระบายความร้อน - มีหลายจุดในการเชื่อมโพลีโพรพีลีนที่ไม่ควรพลาด:
- หากคุณขาดประสบการณ์โดยสิ้นเชิงควรฝึกหัดกับท่อก่อนดีกว่าเพราะโพรพิลีนที่ได้รับความร้อนจะไม่คงความเป็นพลาสติกไว้ได้นานในช่วงเวลานั้นคุณต้องมีเวลาในการเชื่อมต่อองค์ประกอบต่าง ๆ โดยไม่ผิดเพี้ยนแก้ไขให้แน่น และโดยไม่ต้องเปลี่ยนตำแหน่ง แต่อย่างใด ให้รอจนกว่าเย็นสนิท
- ท่อและข้อต่อจากบริษัทต่างๆ แม้จะมีเส้นผ่านศูนย์กลางเท่ากัน ไม่ควรเชื่อมเข้าด้วยกัน เนื่องจากความแตกต่าง องค์ประกอบทางเคมีมันจะเป็นไปไม่ได้เลยที่จะบรรลุการเชื่อมต่อที่เชื่อถือได้
- เพื่อให้ได้การตัดที่สม่ำเสมอที่ 90° พอดี ให้ใช้เฉพาะเครื่องมือที่มีความคมมากเท่านั้น เลนซ์ทั้งหมดได้รับการทำความสะอาดอย่างระมัดระวัง
- คุณต้องซื้อพลาสติกคุณภาพสูงเท่านั้น - หากคุณเลือกผลิตภัณฑ์จากผู้ผลิตที่น่าสงสัยท่ออาจรั่ว
- ห้ามทำงานที่มีน้ำหนักมาก เหล็กเชื่อม ต้องมีขาตั้ง จะสะดวกกว่าหากติดกับโต๊ะในรูปแบบแคลมป์สกรู
- เนื่องจากข้อต่อจะใช้เวลาอุ่นเครื่องนานกว่าเล็กน้อย จึงควรสวมหัวฉีดก่อน
- คุณไม่ควรลังเลมากเกินไปและชะลอช่วงเวลาระหว่างการทำความร้อนและการติดตั้ง - การเชื่อมจะเปราะบาง
- ต้องสอดท่อเข้าไปในข้อต่อจนสุดมิฉะนั้นจะรั่วเมื่อเวลาผ่านไปในบริเวณที่เกิดช่องว่างเนื่องจากความหนาของผนังลดลง
- ไม่ควรถอดพลาสติกที่ละลายที่เกิดขึ้นในระหว่างกระบวนการเชื่อมออกทันที - การเชื่อมต่อที่ไม่เย็นลงจะเสียรูปได้ง่าย แม้ว่าแน่นอนว่าในปรมาจารย์ผู้มีประสบการณ์ แต่การว่ายน้ำก็ปรากฏน้อยมาก
- ห้ามหมุนหรือขันสกรูเป็นชิ้นส่วนเมื่อเชื่อมต่อ การเคลื่อนไหวต้องทำเป็นเส้นตรงเท่านั้น
- แรงที่มากเกินไประหว่างการเชื่อมต่อก็เป็นที่ยอมรับไม่ได้ - ส่งผลให้มีพลาสติกไหลเข้ามาจำนวนมากในท่อเพื่อป้องกันไม่ให้ของเหลวไหลผ่าน
- ควรเปลี่ยนข้อต่อที่เสียหายโดยไม่ตั้งใจด้วยอันใหม่ การบัดกรีแบบ end-to-end ด้วยท่อเป็นที่ยอมรับไม่ได้
- หน่วยที่ผลิตในจีนและตุรกีบางหน่วยมีองค์ประกอบความร้อนสองตัวพร้อมสวิตช์แยกกัน แต่เพื่อหลีกเลี่ยงความเสี่ยงที่โพลีโพรพีลีนจะร้อนเกินไป คุณไม่ควรใช้ทั้งสองอย่างพร้อมกัน ปล่อยให้ฮีตเตอร์ตัวที่สองเป็นเพียงอะไหล่เท่านั้น
- เวลาในการทำความเย็นควรเท่ากับเวลาในการทำความร้อนโดยประมาณ คุณไม่ควรลดระยะเวลานี้ให้สั้นลง มิฉะนั้นการเชื่อมต่อจะเปราะบาง
- ข้อต่อท่อไม่ควรสกปรก - การเชื่อมผลิตภัณฑ์ที่มีฝุ่นและสกปรกอาจทำให้สูญเสียความแข็งแรง นอกจากนี้พื้นผิวที่จะเชื่อมจะถูกล้างด้วยอะซิโตน น้ำมันเบนซิน หรือแอลกอฮอล์สีขาว ห้ามใช้วอดก้าธรรมดาเพื่อจุดประสงค์เหล่านี้เนื่องจากอาจทำให้พลาสติกคลายตัวได้
- ไม่สามารถยอมรับการซึมผ่านของความชื้นได้ หากมีน้ำสะสมอยู่ในท่อให้เติมเกลือหรือเศษขนมปังเพื่อเอาออกหลังการเชื่อมควรล้างให้สะอาด
- สำหรับระบบที่มี น้ำร้อนใช้โพรพิลีนเสริมด้วยฟอยล์หรือไฟเบอร์กลาส เมื่อลอกฟอยล์แม้แต่ชิ้นเล็ก ๆ ที่เหลือก็เพียงพอที่จะทำให้เกิดการรั่วไหลระหว่างการทำงานต้องถอดออกอย่างระมัดระวังตลอดความยาวของบัดกรี ไม่จำเป็นต้องปอกไฟเบอร์กลาส - วัสดุนี้ประสานได้ดีมาก
- ไม่เพียงแต่ความสะอาดของท่อเท่านั้น แต่หัวแร้งเองก็มีความสำคัญเช่นกัน หลังจากการดำเนินการแต่ละครั้ง ต้องเอาพลาสติกที่เหลือออกให้หมด
การเชื่อมเย็น
การเชื่อมโพรพิลีนโดยใช้กาวพิเศษ ( การเชื่อมเย็น) ทนทานไม่น้อยไปกว่าการยึดด้วยวิธีการเชื่อมแบบร้อน อย่างไรก็ตามใช้สำหรับท่อจ่ายน้ำเย็นเท่านั้น ท้ายที่สุดแล้วกาวสามารถอ่อนตัวลงได้ภายใต้อิทธิพลของอุณหภูมิสูง
กระบวนการติดตั้งนั้นง่าย:
- ท่อถูกตัดมุม 90° พอดี และทำความสะอาดเศษเสี้ยน ฝุ่น และสิ่งสกปรก
- การทำเครื่องหมายใช้กับข้อต่อและท่อในลักษณะที่เมื่อเชื่อมต่อแล้วจะไม่มีช่องว่างเกิน 1 มม. ระหว่างตัวหยุดข้อต่อและท่อ
- กาวจะกระจายเป็นชั้นบางๆ ในแต่ละชิ้นส่วน
- พวกเขาจะยึดเข้าด้วยกัน
- การเชื่อมต่อได้รับการแก้ไขด้วยมือในตำแหน่งคงที่เป็นเวลา 15 วินาที
- คุณสามารถเชื่อมต่อน้ำได้หนึ่งชั่วโมงหลังจากการเชื่อมด้วยความเย็น

ดังที่ผู้เชี่ยวชาญกล่าวว่าการใช้งาน ท่อโพลีเมอร์ในด้านความร้อนและน้ำทำให้เกิดการปฏิวัติอย่างแท้จริงในการก่อสร้าง ข้อได้เปรียบหลักของวัสดุเหล่านี้คือความต้านทานการกัดกร่อนสูง น้ำหนักเบา ในความเรียบของพื้นผิวด้านในซึ่งให้ความต้านทานไฮดรอลิกต่ำกว่าเมื่อเปรียบเทียบกับท่อโลหะทั่วไป ต้นทุนค่อนข้างต่ำ (อีกครั้งเมื่อเปรียบเทียบกับผลิตภัณฑ์โลหะ) ติดตั้งง่ายทนต่อการสึกหรอสูง (อายุการใช้งานของท่อโพลีเมอร์อาจอยู่ที่ 50 ปีขึ้นไป) แม้ว่าท่อดังกล่าวจะมีข้อเสียบางประการ: ความต้านทานต่ออุณหภูมิต่ำ, การซึมผ่านของก๊าซ, แรงดันใช้งานต่ำ, การขยายตัวเชิงเส้นขนาดใหญ่ และความยากลำบากในการใช้การเชื่อมต่อแบบเกลียวที่เชื่อถือได้ ทั้งหมดนี้จำกัดการใช้น้ำร้อนและการทำความร้อนอย่างมีนัยสำคัญ จนกระทั่งมีการพัฒนาวัสดุประเภทใหม่ วิธีการติดตั้ง และเทคโนโลยีการผลิตสำหรับท่อโพลีเมอร์
วัสดุหลักในการผลิตผลิตภัณฑ์ดังกล่าวคือเทอร์โมพลาสติกโพลีเมอร์ชนิดพิเศษ สายการผลิตหนึ่ง ท่อโพลีเอทิลีนช่วยให้สามารถผลิตท่อแรงดันสูงและต่ำจากวัสดุโพลีเมอร์ต่างๆ - โพรพิลีน, โพลีบิวทีน, โพลีไวนิลคลอไรด์ ฯลฯ ตัวอย่างเช่นโพลีไวนิลคลอไรด์มีคุณสมบัติเช่นความปลอดภัยจากอัคคีภัยซึ่งอธิบายไว้ อุณหภูมิสูงอุณหภูมิจุดติดไฟ (+440°C) และดัชนีออกซิเจน 60% อย่างไรก็ตามข้อเสียเปรียบหลักของโพลีไวนิลคลอไรด์คือความแข็งแกร่งที่เพิ่มขึ้นของวัสดุนี้ซึ่งทำให้การทำงานกับมันซับซ้อนมาก
โพลีไวนิลคลอไรด์เกิดขึ้นจากปฏิกิริยาโพลีเมอไรเซชันของไวนิลคลอไรด์ มีสองประเภท - โพลีไวนิลคลอไรด์แบบคลอรีนและแบบไม่มีพลาสติก พีวีซีเป็นวัสดุที่ค่อนข้างทนทาน ใช้งานง่าย และทนทานต่ออิทธิพลภายนอก แต่ขอบเขตของมันถูกจำกัดเนื่องจากความเป็นพิษที่เพิ่มขึ้นและการติดไฟได้รวดเร็ว ด้วยเหตุผลเหล่านี้ท่อดังกล่าวจึงใช้สำหรับอุปกรณ์ระบายน้ำและบำบัดน้ำเสียเป็นหลัก แต่ในทางกลับกัน ผลิตภัณฑ์พีวีซีก็มีข้อดีหลายประการเช่นกัน: ความต้านทานต่อการกัดกร่อน ค่าการนำความร้อนต่ำ พื้นผิวเรียบภายใน ความแข็งแกร่ง เช่นเดียวกับโพลีเมอร์อื่นๆ พีวีซีไม่ทนต่อแรงกระแทก แสงอาทิตย์, กันออกซิเจนและต้องใช้อุปกรณ์ติดตั้งและการเชื่อมแบบพิเศษ
ท่อโพลีเอทิลีนมีต้นทุนต่ำ เชื่อมง่าย และการผลิตไม่ต้องใช้เงินลงทุนจำนวนมาก อย่างไรก็ตามไม่ทนความร้อนและทนทานเพียงพอ ดังนั้นจึงไม่ค่อยได้ใช้เพื่อให้ความร้อน (เฉพาะท่อที่ทำจากโพลีเอทิลีนชนิดพิเศษสำหรับอุณหภูมิสูง) ในประเทศของเรา การผลิตท่อโพลีเอทิลีนประเภท PE 63 มีอิทธิพลเหนือกว่าแม้ว่าในโลกตะวันตกจะมีการใช้วัสดุรุ่นใหม่ PE100 ซึ่งมีความทนทานและทนความร้อนมากกว่า แต่ก็แพร่หลายไปแล้ว ในประเทศของเรา บริษัท จำนวนมากผลิตท่อจาก PE 80 (เช่น OJSC Kazanorgsintez, LLC Stavrolen) และจาก PE 100 - เพียงไม่กี่แห่ง (บางครั้งผลิตโดยโรงงาน Gaztrubplast AND JSC และ JSC Kuzpolimermash) ทิศทางการพัฒนาที่ค่อนข้างมีแนวโน้มอีกประการหนึ่งคือการผลิตท่อโพลีเอทิลีนสำหรับอุณหภูมิสูง - PE-RT จนถึงขณะนี้มีเพียง บริษัท KAN ของโปแลนด์เท่านั้นที่จำหน่ายผลิตภัณฑ์ที่ทำจากโพลีเมอร์นี้ในประเทศของเรา อย่างไรก็ตาม ผู้ประกอบการชาวรัสเซียยังคงไม่รีบร้อนที่จะแนะนำท่อ PE-RT ในกลุ่มผลิตภัณฑ์ของตน โดยเชื่อว่ามีราคาที่แพงเกินไป (เทียบได้กับต้นทุนของท่อโลหะพลาสติกและ PE-X) และยังมีข้อเสียอยู่หลายประการ เมื่อเทียบกับผลิตภัณฑ์โลหะพลาสติก (แรงดันต่ำ ระดับความต้านทานต่อคลอรีน ฯลฯ )
นอกจากนี้ การปรับเปลี่ยนโพลีโพรพีลีนสามแบบยังใช้สำหรับการผลิตท่อ ได้แก่ บล็อกโคพอลิเมอร์ PP-B, โฮโมโพลีเมอร์ PP-H และโคพอลิเมอร์แบบคงที่ของโพรพิลีนด้วยเอทิลีน PP-R วัสดุแต่ละประเภทเหล่านี้ใช้สำหรับท่อเฉพาะ เช่น ใช้ PP-N ในการก่อสร้าง ท่อกระบวนการ, PP-B ถูกนำมาใช้ใน ระบบระบายน้ำทิ้งและ PP-R ต้องขอบคุณมัน มีความแข็งแรงสูงใช้ในการจ่ายน้ำร้อนและเครื่องทำความร้อน อย่างไรก็ตาม โพลีโพรพีลีนในการก่อสร้างระบบทำความร้อนกำลังค่อยๆ เปิดทางในยุโรปให้กับท่อที่ใช้ PE-X ยังคงเป็นที่นิยมในประเทศของเราเพราะมีความสามารถในการเชื่อมที่ดี และข้อได้เปรียบนี้ชดเชยข้อเสียทั้งหมดสำหรับผู้สร้างในประเทศ: อัตราการแพร่กระจายของรอยแตกร้าวค่อนข้างสูง ความแข็งแกร่งและการขยายตัวทางความร้อนเชิงเส้นสูง (เมื่อเทียบกับท่อโลหะพลาสติก) อย่างไรก็ตามในระบบจ่ายน้ำเย็นและท่อน้ำทิ้ง โพลีโพรพีลีนมีชัยเหนือพีวีซี เนื่องจากมีความต้านทานต่อสารเคมีและความร้อนสูงกว่าเมื่อเทียบกับชนิดหลัง
ผู้นำในตลาดท่อโพรพิลีนคือผู้ผลิตต่างประเทศ Aquatherm และ Polymelt Kunststoftechnik ในบรรดา บริษัท รัสเซียที่ผลิตท่อโพลีโพรพีลีน ได้แก่ Stroypolymer, Borodino-Plast และ Agrigazpolymer ปัญหาหลักในการผลิตผลิตภัณฑ์โพรพิลีนคือความต้องการซื้อวัตถุดิบบางชนิด วัตถุดิบที่ดีที่สุดถือเป็นผลิตภัณฑ์ของ บริษัท Borealis ของสวีเดน แต่มีราคาแพงกว่าวัตถุดิบที่คล้ายคลึงกันจาก บริษัท เยอรมันเกาหลีฮังการีและรัสเซียอื่น ๆ (ประมาณ 150 ยูโรต่อตัน)
PE-X ที่กล่าวมาข้างต้นคือสิ่งที่เรียกว่าโพลีเอทิลีนแบบเชื่อมโยงข้าม เทคโนโลยีการผลิตท่อนี้ปรากฏค่อนข้างเร็ว ๆ นี้ ข้อดีของโพลีเอทิลีนแบบเชื่อมขวาง ได้แก่ แรงกระแทกที่ดีกว่าที่อุณหภูมิต่ำ ทนต่อสารเคมี ความแข็งแรงในระยะยาวน้อยที่สุด และต้านทานการแพร่กระจายของรอยแตกร้าวไปตามพื้นผิวท่อ อย่างไรก็ตาม วัสดุนี้ไม่ทนต่อผลิตภัณฑ์ปิโตรเลียมและอนุพันธ์ของผลิตภัณฑ์ปิโตรเลียม (น้ำมัน ตัวทำละลาย ไขมัน)
วัตถุประสงค์ของท่อและวัสดุที่ใช้ทำสามารถกำหนดได้โดยการทำเครื่องหมายและสี ตัวอย่างเช่น ท่อสีดำทำจากโพลีเอทิลีน ท่อสีส้มและเหลืองชมพูทำจากโพลีไวนิลคลอไรด์ และท่อสีเทาทำจากโพลีโพรพีลีน ในระหว่างการผลิต ท่อจะถูกทำเครื่องหมายด้วยแถบหลากสี แถบยาวสีฟ้าอ่อนและสีน้ำเงินเข้มทำเครื่องหมายท่อสำหรับจ่ายน้ำเย็นและแถบ สีขาวมีการทำเครื่องหมายท่อในระบบทำความร้อนและจ่ายน้ำร้อน ท่อสีเหลืองใช้สำหรับท่อส่งก๊าซ ในการผลิตท่อจากวัสดุโพลีเมอร์จะใช้สายการอัดรีดสำหรับการผลิตท่อโพลีเอทิลีน ท่อแก๊สมักจะมีสีเหลือง
ในการผลิตท่อจากวัสดุโพลีเมอร์นั้น มีการใช้สายการอัดรีดพิเศษเพื่อการผลิตท่อโพลีเอทิลีน อุปกรณ์ดังกล่าวมักจะสั่งทำโดยคำนึงถึงความต้องการของลูกค้า การทำงานและการกำหนดค่าของสายโดยตรงขึ้นอยู่กับปัจจัยหลายประการ โดยเฉพาะอย่างยิ่งจำเป็นต้องคำนึงถึงประเภทของวัสดุที่จะทำท่อความจำเป็นในการติดเครื่องหมาย (ซึ่งดำเนินการกับอุปกรณ์อัตโนมัติด้วย) ประสิทธิภาพที่ต้องการของอุปกรณ์ขนาดหน้าตัด ของท่อและความหนาของผนัง
จากมุมมองทางเทคโนโลยีกระบวนการผลิตท่อจากวัสดุโพลีเมอร์นั้นค่อนข้างง่ายและไม่ต้องใช้เวลามากในการฝึกอบรมพนักงาน (พวกเขาสามารถเรียนรู้ความซับซ้อนทั้งหมดได้อย่างง่ายดายในหนึ่งเดือน) สายการผลิตสำหรับการผลิตท่อโพลีเมอร์โดยใช้การอัดขึ้นรูปทำงานบนหลักการของวงจรต่อเนื่องและปิด ประกอบด้วยองค์ประกอบพื้นฐานหลายประการ เครื่องอัดรีดแบบสกรูเดี่ยวคือการกดสกรู ซึ่งภายในจะมีมวลสารโพลีเมอร์ที่เป็นเนื้อเดียวกันเกิดขึ้นและแบ่งตามสัดส่วนออกเป็นหลายส่วน (จำนวนที่แน่นอนขึ้นอยู่กับความยาวและความกว้างของท่อ) โดยใช้หัวขึ้นรูป เครื่องอัดรีดถูกเปิดโดยใช้ไดรฟ์ หัวท่อความเร็วสูงผลิตขึ้นตามหลักการเกลียวซึ่งช่วยให้สามารถรีดขึ้นรูปได้ตามต้องการ พวกเขายังควบคุมอุณหภูมิ เครื่องสอบเทียบสุญญากาศใช้ อากาศอัดซึ่งสร้างเส้นผ่านศูนย์กลางของท่อ นี่เป็นสิ่งสำคัญอย่างยิ่งในการผลิต ท่อน้ำเนื่องจากช่วยให้คุณปรับเทียบเส้นผ่านศูนย์กลางภายในได้อย่างชัดเจน ซึ่งจำเป็นสำหรับการเชื่อมที่แม่นยำ ส่วนการทำความเย็นมีสองประเภท: แบบมีระบบชลประทานหรือแบบท่อแช่น้ำจนมิด สิ่งสำคัญคือการระบายความร้อนเกิดขึ้นอย่างเท่าเทียมกันไม่เช่นนั้นมีโอกาสสูงที่จะเกิดข้อบกพร่อง อุปกรณ์ดึงจะดึงผลิตภัณฑ์ออกจากส่วนหัวและดึงผ่านส่วนทำความเย็น อุปกรณ์เหล่านี้ก็ได้ หลากหลายชนิดขึ้นอยู่กับขนาดของท่อ: ในรูปแบบของโซ่ สายพาน หรือโครงสร้างลูกกลิ้ง อุปกรณ์ตัดคือเลื่อยไฟฟ้าซึ่งอาจเป็นเลื่อยวงเดือนหรือเลื่อยวงเดือนก็ได้ ท่อถูกตัดเป็นชิ้นตามความยาวที่ต้องการ เครื่องทำเครื่องหมายจะใช้ข้อมูลเกี่ยวกับความยาว ความหนา และเส้นผ่านศูนย์กลางของผลิตภัณฑ์กับพื้นผิวของท่อ
เม็ดพลาสติกถูกใช้เป็นวัตถุดิบ ซึ่งจะถูกวางไว้ในช่องกระโดดของเครื่องอัดรีด ช่องนี้ประกอบด้วยเครื่องทำความร้อนแบบวงแหวนและสกรูที่จะละลายเม็ดเล็ก ๆ ทำให้เกิดเป็นส่วนผสมที่มีความหนืดเป็นเนื้อเดียวกัน เม็ดที่หลอมละลายจะถูกป้อนไปที่หัวอัดขึ้นรูป ซึ่งจะถูกอัดเข้าไปด้านล่าง ความดันสูงจึงก่อให้เกิดผลิตภัณฑ์แห่งอนาคต ท่อโพลีโพรพีลีนที่ขึ้นรูปจะถูกส่งไปยังการสอบเทียบแบบสุญญากาศ โดยจะมีการสอบเทียบหน้าตัดโดยใช้สุญญากาศ ที่นั่นชิ้นงานจะผ่านการทำความเย็นเบื้องต้น จากนั้นท่อจะเคลื่อนผ่านห้องทำความเย็น ซึ่งในที่สุดจะเย็นลงและถูกตัดเป็นชิ้นตามความยาวที่กำหนด เพื่อให้แน่ใจว่าสามารถดึงท่อยาวได้จึงใช้กลไกการดึงแบบพิเศษพร้อมราง ด้วยการใช้กลไกนี้ ท่อจะถูกดึงออกมาโดยไม่เกิดความเสียหาย ในการใช้งานสายการผลิต จำเป็นต้องมีผู้ปฏิบัติงาน 1-2 คนต่อกะ
เส้นดังกล่าวช่วยให้สามารถผลิตท่อที่มีเส้นผ่านศูนย์กลางตั้งแต่ 15 ถึง 63 มม. กำลังการผลิตต่อปีจะอยู่ที่ 115,000 ถึง 310,000 เมตรเชิงเส้น ขึ้นอยู่กับความหนาของผลิตภัณฑ์ กำลังไฟฟ้าที่ติดตั้งของตัวสะสมปัจจุบันคือ 20 kW และใช้น้ำ 1 ลูกบาศก์เมตร ม. เมตรต่อวัน ในการวางเส้นคุณจะต้องมีพื้นที่ 120-150 ตารางเมตร ม. เมตร เพิ่มพื้นที่อาคารบริหารและสาธารณูปโภค (20-25 ตร.ม. ม.) และพื้นที่อาณาเขตติดกัน (50-70 ตร.ม. ม.) ราคาของสายดังกล่าวอยู่ที่ 3 ล้านรูเบิล ตัวเลือกที่แพงกว่าจะมีราคา 150,000 เหรียญสหรัฐหรือมากกว่า เมื่อซื้อสาย (โดยเฉพาะสายที่ราคาไม่แพง) ให้คำนึงถึงว่ามีหน่วยบำบัดอากาศ (เครื่องอัดอากาศและตัวกรอง) หรือไม่ บางครั้ง สำหรับสายการผลิตที่มีการกำหนดค่าพื้นฐาน อาจจำเป็นต้องซื้อเครื่องพิมพ์เพิ่มเติมเพื่อใช้การมาร์กบนผลิตภัณฑ์สำเร็จรูป หน่วยทำความเย็น ฯลฯ
การลงทุนทั้งหมดในการสร้างการผลิตท่อโพลีเมอร์ของเราเองจะมีมูลค่ามากกว่า 6 ล้านรูเบิล จำนวนนี้รวมค่าเช่าสถานที่ การซื้ออุปกรณ์ ค่าจ้างพนักงานจัดซื้อวัตถุดิบ ระยะเวลาคืนทุนขึ้นอยู่กับความสามารถในการทำกำไร ซึ่งอาจแตกต่างกันอย่างมาก (สูงสุด 20-25%) โดยเฉลี่ยแล้วองค์กรดังกล่าวจะจ่ายเองภายใน 2-2.5 ปี อย่างไรก็ตาม โปรดจำไว้ว่าการแข่งขันระดับสูงในกลุ่มนี้ มีแนวโน้มว่าระยะเวลาคืนทุนจะเพิ่มขึ้นหากคุณไม่สามารถรับประกันการขายผลิตภัณฑ์ของคุณได้ตั้งแต่เริ่มการผลิต ราคาที่ดี. ดังนั้นจึงควรมองหาช่องทางการจัดจำหน่ายแม้จะอยู่ในขั้นตอนของการจัดทำแผนธุรกิจก็ตาม
ยุคของท่อน้ำโลหะหมดไปนานแล้ว วัสดุ เช่น โพลีโพรพีลีน ตลอดจนเทคโนโลยีการเชื่อมท่อโพลีโพรพีลีน ถือเป็นแนวหน้าในยุคของเราเมื่อพูดถึงการติดตั้งระบบประปา ระบบทำความร้อน ฯลฯ ในบ้านหรืออพาร์ตเมนต์
ในช่วงเปลี่ยนศตวรรษผู้อยู่อาศัยในอาคารสูงเก่าเริ่มเปลี่ยนท่อโลหะเป็นท่อพลาสติกซึ่งในเวลานั้นยังห่างไกลจากความสมบูรณ์แบบและตอนนี้จำเป็นต้องเปลี่ยนใหม่เป็นประจำ สถิติแสดงให้เห็นว่าทุกวันนี้ท่อมากกว่า 70% ทำจากโพลีโพรพีลีน
ในแง่ของต้นทุนท่อโพลีโพรพีลีนมีราคาถูกกว่าท่อโลหะในขณะที่อายุการใช้งานของท่อดังกล่าวยาวนานกว่ามากและปริมาณความพยายามที่จำเป็นสำหรับการติดตั้งก็น้อยกว่าอย่างไม่มีที่เปรียบ เหนือสิ่งอื่นใด น้ำหนักของโพลีโพรพีลีนนั้นต่ำที่สุดในบรรดาโพลีเมอร์ทั้งหมด และแม้แต่โพลีเอทิลีนด้วย
ข้อเท็จจริงนี้ส่งผลต่อการลดต้นทุนในการขนส่งวัสดุนอกจากนี้ความกะทัดรัดของวัสดุยังสามารถทำได้โดยการลงทุนท่อที่มีเส้นผ่านศูนย์กลางเล็กกว่าในผลิตภัณฑ์ที่มีขนาดใหญ่กว่า
หากคุณต้องการเปลี่ยนไรเซอร์หรือไม่จำเป็นต้องรีบโทรหาผู้เชี่ยวชาญ - งานทั้งหมดสามารถทำได้โดยอิสระแน่นอนหากคุณมีความปรารถนาและมีเวลาว่าง
ทำงานกับท่อโพรพิลีน
จนถึงปัจจุบันเทคโนโลยีสำหรับการติดตั้งท่อโพลีโพรพีลีนได้รับการพัฒนาซึ่งรวมถึงการประกอบท่อที่มีเส้นผ่านศูนย์กลางต่างๆตลอดจนองค์ประกอบการเชื่อมต่อที่จำเป็นทั้งหมดรูปทรงการรวมการยึดและ วาล์วปิด.
การกำหนดค่าระบบได้รับการออกแบบในลักษณะที่ช่วยให้คุณสามารถออกแบบไดอะแกรมไปป์ไลน์ของการกำหนดค่าและความซับซ้อนใด ๆ ข้อเสียเปรียบประการเดียวของท่อที่ทำจากโพลีโพรพีลีนและแม้แต่ทางอ้อมก็คือความเป็นไปไม่ได้ที่จะเชื่อมต่อกับวิธีการเชื่อมต่อแบบเชื่อม
ดังนั้นเทคโนโลยีการเชื่อมต่อท่อโพลีโพรพีลีนจึงต้องมีความเข้มข้นสูงเพื่อป้องกันข้อผิดพลาดในการประกอบ
อย่างไรก็ตามผู้เริ่มต้นในเรื่องนี้ต้องเผชิญกับข้อผิดพลาดมากมายซึ่งส่วนใหญ่เกี่ยวข้องกับการไม่ตั้งใจหรือเร่งรีบ ก่อนเชื่อมองค์ประกอบท่อจำเป็นต้องตรวจสอบหลายครั้งว่าการคำนวณและขนาดนั้นถูกต้อง
ตอนนี้เกี่ยวกับการบัดกรี - วิธีการเชื่อมต่อท่อโพลีโพรพีลีนกับข้อต่อและชิ้นส่วนโครงสร้าง เครื่องมือที่ใช้เชื่อมมักเรียกว่าหัวแร้ง และแม้ว่าจากมุมมองทางเทคนิคชื่อนี้จะไม่ถูกต้อง แต่คำที่ง่ายและเข้าใจได้นั้นได้หยั่งรากลึกและยังใช้แม้กระทั่งในหมู่มืออาชีพ
กระบวนการเชื่อมท่อโพลีโพรพีลีนมีดังนี้:
- เครื่องเชื่อม (หัวแร้ง) ให้ความร้อนทั้งสองส่วนที่จะเชื่อมพร้อมกัน
- เชื่อมต่อพวกเขา;
- หลังจากเวลาทำความเย็นสั้นๆ การเชื่อมต่อที่เสร็จแล้วจะถูกถอดออกจากอุปกรณ์
รอยเชื่อมดังกล่าวมีความแน่นและแข็งแรงจนสามารถทนต่อแรงกดดันได้เกือบทุกชนิด
เครื่องเชื่อมท่อ PP-R
แน่นอนว่าชุดสำหรับการเชื่อมท่อโพลีโพรพีลีนนั้นรวมถึงเครื่องเชื่อมซึ่งมีการออกแบบที่เรียบง่ายมากและแตกต่างจากการออกแบบของเหล็กทั่วไปเล็กน้อยยกเว้นในการออกแบบ
อุปกรณ์ยังประกอบด้วยเทอร์โมสตัท แผ่นทำความร้อน และที่จับ แผ่นทำความร้อนมีสองรูที่ช่วยให้สามารถยึดชิ้นส่วนที่เชื่อมไว้ได้
เนื่องจากเมื่อทำการเชื่อมท่อโพลีโพรพีลีน โดยปกติจะใช้ท่อและชิ้นส่วนโครงสร้างบางส่วน (ข้อต่อ) ที่สอดท่อเข้าไป องค์ประกอบการเชื่อม (หัวฉีด) คู่ของอุปกรณ์จึงมีความแตกต่างจากภายนอกเช่นกัน
ท่อที่นิยมใช้มากที่สุดในการทำความร้อนในบ้านและ ระบบน้ำประปาพิจารณาผลิตภัณฑ์ที่มีเส้นผ่านศูนย์กลางภายนอก 32 และ 20 มม. มีเครื่องหมายเส้นผ่านศูนย์กลางบนผลิตภัณฑ์โพลีโพรพีลีนทุกชิ้น
ชุดมาตรฐานสำหรับการเชื่อมท่อโพลีโพรพีลีนมักจะมีชิ้นส่วนเชื่อมสี่คู่ซึ่งช่วยให้คุณแก้ปัญหาได้เกือบทุกปัญหา - เส้นผ่านศูนย์กลาง 20 ถึง 40 มม.
พวกมันจะถูกเคลือบด้วยสารเคลือบเทฟลอนซึ่งทำให้ การผลิตด้วยตนเองอุปกรณ์นี้เป็นไปไม่ได้ และแม้ว่าคุณจะสามารถเปลี่ยนองค์ประกอบต่างๆ ให้เป็นได้ก็ตาม กลึงซึ่งไม่ยากเมื่อถูกความร้อนโดยไม่เคลือบเทฟล่อนพลาสติกจะเกาะติดกับโลหะ
ความแตกต่างของการเชื่อมท่อโพรพิลีน

- ข้อกำหนดหลักประการหนึ่งซึ่งมักถูกละเลยคือการทำให้พื้นผิวของชิ้นส่วนที่ถูกเชื่อมลดลง แน่นอนว่าการเชื่อมสามารถทำได้โดยไม่ต้องใช้มัน แต่คุณภาพของการเชื่อมต่อจะต่ำกว่ามาก
ก่อนเริ่มกระบวนการ ควรเช็ดปลายท่อและพื้นผิวด้านในของข้อต่อฟิตติ้งด้วยแอลกอฮอล์ นอกจากนี้ยังช่วยขจัดอนุภาคที่มีฤทธิ์กัดกร่อนและฝุ่นละเอียดออกจากพื้นผิว ซึ่งส่งผลเสียต่อความสมบูรณ์ของการเคลือบเทฟลอนของหัวฉีดของเครื่องเชื่อม
ก่อนการติดตั้งโดยตรง พื้นผิวของหัวฉีดยังต้องมีการตรวจสอบและบำบัดด้วยแอลกอฮอล์เพื่อป้องกันการเกาะติดของพลาสติกหลอมเหลว ซึ่งการถอดเชิงกลออกในภายหลังอาจทำให้เทฟลอนเสียหายได้
- การทำเครื่องหมายความลึกในการปลูกท่อโพลีโพรพีลีนไม่น้อยกว่า จุดสำคัญซึ่งจะต้องนำมาพิจารณาเมื่อเชื่อมท่อโพรพิลีน
ข้อต่อเกจแต่ละอันต้องใช้ความลึกต่างกัน รอยเชื่อม. นี่หมายถึงความลึกโดยใช้คาลิปเปอร์หรือไม้บรรทัด
ในกรณีนี้คุณจะไม่ทำผิดพลาดในการสอดท่อเข้าไปในรูขององค์ประกอบที่เชื่อมต่อลึกกว่าที่ควรจะเป็น มิฉะนั้นหน้าตัดของรูทางเดินอาจแคบลงหรือท่ออาจถูกปิดผนึกสนิท
คำแนะนำ! หากคุณต้องการเรียนรู้วิธีการบัดกรีอย่างถูกต้อง ท่อพลาสติก– วิดีโอบนอินเทอร์เน็ตหรือคำแนะนำที่มาพร้อมกับเครื่องเชื่อมสามารถช่วยคุณได้
- ตามกฎแล้วการทำเครื่องหมายท่อเป็นงานที่ลำบากมาก ผู้เชี่ยวชาญจะกำหนดความลึกขององค์ประกอบการปลูกด้วยตา แต่ประสบการณ์ดังกล่าวจะเกิดขึ้นได้หลังจากการฝึกฝนมายาวนานเท่านั้น และไม่ใช่สำหรับทุกคน
เพื่อให้งานง่ายขึ้น มักมีการสร้างอุปกรณ์พิเศษซึ่งไม่เพียงอำนวยความสะดวกในกระบวนการวัด แต่ยังช่วยประหยัดเวลาอีกด้วย อุปกรณ์สำหรับท่อที่มีเส้นผ่านศูนย์กลาง 20 มม. ทำจากท่อที่มีเส้นผ่านศูนย์กลาง 32 มม.
หากความลึกในการปลูกของท่อ 20 มม. คือ 15 มม. จำเป็นต้องตัดวงแหวนกว้าง 15 มม. จากท่อ 32 มม. สามารถใช้วงแหวนเพื่อทำเครื่องหมายเส้นที่ระบุความลึกของเบาะได้อย่างแม่นยำ ซึ่งสะดวกมากเมื่อจำเป็นต้องทำการเชื่อม จำนวนมากองค์ประกอบระหว่างกัน
วงแหวนมาร์กสามารถอัพเกรดได้โดยการติดกาวที่ก้นพลาสติกหรือกระดาษแข็ง ซึ่งจะช่วยลดความซับซ้อนของกระบวนการมาร์กให้เหลือน้อยที่สุด วงแหวนที่คล้ายกันสามารถทำกับท่อโพลีโพรพีลีนทุกเส้นผ่านศูนย์กลางยกเว้นท่อที่ใหญ่ที่สุด
มักจะอยู่บนโต๊ะหรือพื้น แต่บางครั้งเมื่อประกอบท่อก็จำเป็นต้องเชื่อมท่อที่จุดติดตั้ง ถ้าอย่างนั้นคุณก็ทำไม่ได้หากไม่มีมืออีกคู่หนึ่ง
ผู้ช่วยจะต้องคุ้นเคยกับวิธีเชื่อมท่อโพลีโพรพีลีนอย่างเหมาะสม
ในกระบวนการเชื่อมท่อโพลีโพรพีลีนคุณไม่ควรลังเลใจ จำเป็นต้องสังเกตเวลาทำความร้อนขององค์ประกอบที่เชื่อมต่ออย่างเคร่งครัดซึ่งระบุไว้ในตารางที่เกี่ยวข้องสำหรับแต่ละเส้นผ่านศูนย์กลางโดยเฉพาะอย่างยิ่งเมื่อทำการเชื่อมที่สถานที่ติดตั้งและไม่มีความเป็นไปได้ในการตรวจสอบคุณภาพของการเชื่อมต่อ
ข้อผิดพลาดที่พบบ่อยที่สุดคือชิ้นส่วนมีความร้อนสูงเกินไป ซึ่งส่งผลให้หน้าตัดของท่อแคบลง
คำแนะนำ! เมื่อทำการเชื่อมท่อ ณ ตำแหน่งนั้น คนหนึ่งควรจับเครื่องเชื่อม และอีกคนหนึ่งควรต่อท่อและข้อต่อเข้าด้วยกัน อันดับแรกโดยใช้หัวเชื่อมร้อน จากนั้นจึงต่อเข้าด้วยกัน ไม่สามารถถอดทั้งท่อและข้อต่อออกจากหัวแร้งเพียงอย่างเดียวไม่ได้เสมอไป อาจมีบางสิ่งหลงเหลืออยู่ ซึ่งในกรณีนี้ผู้ช่วยควรช่วยถอดออกทันที
กระบวนการเชื่อมท่อโพลีโพรพีลีน

- เปิดเครื่องเชื่อม ไฟแสดงสถานะปุ่มเปิด/ปิดควรสว่างขึ้น เครื่องเชื่อมจะร้อนภายใน 10-30 นาที ขึ้นอยู่กับอุณหภูมิโดยรอบ อุณหภูมิการทำงานของอุปกรณ์อยู่ที่ 260 องศา หากใช้งานอุปกรณ์เป็นครั้งแรกหลังจากให้ความร้อนแล้วให้ยืนเป็นเวลา 5 นาทีจากนั้นจึงเริ่มการเชื่อมเท่านั้น
- ท่อและข้อต่อจะถูกสอดเข้าไปในหัวเชื่อมตามแนวแกนเดียวกันพร้อมกัน การให้ความร้อนเกิดขึ้นตามตารางและขึ้นอยู่กับเส้นผ่านศูนย์กลางขององค์ประกอบที่ถูกเชื่อม
- หลังจากหมดเวลาทำความร้อนแล้ว ข้อต่อและท่อจะถูกถอดออกจากเครื่องเชื่อมและเชื่อมต่อทันที โดยยึดไว้ไม่ให้เคลื่อนไหวตามเวลาที่กำหนด
- ข้อต่อที่ระบายความร้อนแสดงว่าการเชื่อมเสร็จสมบูรณ์และชิ้นส่วนสามารถใช้เป็นชิ้นเดียวได้
ดังนั้นบทความในหัวข้อ “ท่อโพลีโพรพีลีน: วิธีการติดตั้งและวิธีเชื่อม” จึงจบลงแล้ว ตอนนี้เมื่อไหร่ การติดตั้งด้วยตนเองไปป์ไลน์คุณไม่น่าจะมีปัญหาใด ๆ
ก่อนที่เราจะเริ่มอธิบายกระบวนการทางเทคนิคที่ใช้ การผลิตท่อโพรพิลีนมาศึกษากันเล็กน้อยเกี่ยวกับวัสดุและผลิตภัณฑ์ที่ทำจากมัน วัสดุสังเคราะห์โพลีโพรพีลีนได้รับปริมาณมากแล้ว ข้อเสนอแนะในเชิงบวกและการยกย่องเนื่องจากลักษณะเชิงบวก
ก่อนอื่นคุณต้องรู้ว่าโพลีโพรพีลีนเป็นวัสดุสังเคราะห์ที่ได้มาจากปฏิกิริยาพอลิเมอไรเซชันของเอทิลีนและโพรพิลีนโดยรักษาอัตราส่วนเชิงปริมาณไว้ การผลิตท่อโพลีโพรพีลีนออกแบบมาเพื่อการใช้งานที่หลากหลายสำหรับระบบประปาภายในอาคารและโครงสร้าง ท่อดังกล่าวเหมาะสำหรับการจ่ายน้ำร้อนและน้ำเย็นสามารถวางบนพื้นที่มีระบบทำความร้อนและใช้เป็นสายไฟได้ อุปกรณ์ทำความร้อน. วัสดุมีคุณสมบัติมีความแข็งแรงสูงและไม่เกิดการกัดกร่อนช่วยขจัดการก่อตัวของคราบสกปรกในรูปของสนิมและคราบหินปูน
หากเราพูดถึงความทนทาน ท่อโพลีโพรพีลีนเพื่อให้ความร้อนสามารถมีอายุการใช้งานนานกว่าห้าสิบปี และระบบที่ใช้งานได้นั้นไม่จำเป็นต้องเปลี่ยนชิ้นส่วนใด ๆ ก็ไม่จำเป็นต้องทำความสะอาด โพลีโพรพีลีนสามารถรองรับการสั่นสะเทือนได้ และท่อจะไม่สร้างเสียงรบกวนเพิ่มขึ้น สำหรับคุณสมบัติทั้งหมดของท่อเราต้องเพิ่มความจริงที่ว่าท่อสามารถทนต่อการละลายและการแช่แข็งต่อเนื่องกันได้อย่างง่ายดายและน้ำหนักของท่อนั้นน้อยกว่าท่อโลหะถึงสิบเท่า
สายการผลิตท่อโพรพิลีน
การผลิตท่อโพลีโพรพีลีนในรัสเซียเริ่มต้นด้วยการใส่วัตถุดิบที่เป็นเม็ดโดยตรงลงในถังอัดรีดซึ่งจะหมุนภายในกระบอกสูบอื่น ภายในการติดตั้งนี้มีเครื่องทำความร้อนในรูปวงแหวนพร้อมเซ็นเซอร์วัดอุณหภูมิ เซ็นเซอร์จะติดตั้งอยู่ตลอดความยาวของถังอัดรีด ซึ่งช่วยให้คุณสามารถตั้งค่าและควบคุมอุณหภูมิแต่ละส่วนสำหรับแต่ละส่วนแยกกันได้ โดยผ่านการควบคุมเหล่านี้ สภาพอุณหภูมิชะตากรรมและมวลโพรพิลีนที่หลอมละลายไหลผ่านหมุนอย่างต่อเนื่อง
หลังจากนั้นกระแสซึ่งกลายเป็นมวลพลาสติกแล้วจะถูกบีบออกภายใต้แรงดันสูงลงในหัวอัดรีดที่ติดตั้งเครื่องทำความร้อนแบบวงแหวนเพื่อรักษาอุณหภูมิที่จำเป็นสำหรับการก่อตัวของช่องว่าง อยู่ในขั้นตอนของการผลิตท่อโพรพิลีนนี้ซึ่งใช้แบบฟอร์มเปล่า ทางเดินระหว่างเมทริกซ์ภายนอกและด้ามจับภายในที่เข้ารูปทำให้เกิดผลิตภัณฑ์กึ่งสำเร็จรูป ซึ่งจากนั้นจะผ่านกระบวนการสอบเทียบในอ่างสุญญากาศที่ออกแบบมาเพื่อจุดประสงค์นี้โดยเฉพาะ ท่อเปล่าซึ่งถูกดึงผ่านได้อย่างราบรื่น แรงดันที่เกิดขึ้นภายในทำให้ท่อขยายตัว โดยกดให้ติดกับพื้นผิวของแม่พิมพ์ปรับเทียบ
เพื่อให้แน่ใจว่ารูปร่างของท่อจะไม่ถูกรบกวนในระหว่างกระบวนการวาดและพารามิเตอร์ยังคงไม่เปลี่ยนแปลง ท่อจะตกลงไปในอ่างทำความเย็นซึ่งติดตั้งอุปกรณ์สายพานและหนอนผีเสื้อที่มีตัวหนีบแบบนิวแมติกของราง ถึงเวลาที่การผลิตท่อและข้อต่อโพลีโพรพีลีนถึงขั้นตอนสุดท้ายแล้วพวกเขาจะถูกตัดโดยใช้กิโยตินและเลื่อยวงเดือนตามขนาดที่กำหนด อุปกรณ์เลื่อยจะถูกเลือกขึ้นอยู่กับเส้นผ่านศูนย์กลางของท่อที่อยู่ใต้ใบมีด
ท่อโลหะล้าสมัยมานานแล้ว ผู้สร้างสมัยใหม่ใช้วัสดุขั้นสูงมากขึ้น ดังนั้นตอนนี้วัสดุที่พบมากที่สุดคือโพรพิลีนและท่อที่ทำจากมันมักจะติดตั้งในระบบน้ำประปาและระบบทำความร้อนในอพาร์ทเมนต์และบ้านส่วนตัว
อินอีกด้วย จุดเริ่มต้นของ XXIผู้อยู่อาศัยหลายศตวรรษ อาคารอพาร์ตเมนต์เริ่มเปลี่ยนท่อโลหะเก่าเป็นท่อพลาสติก แต่พลาสติกในตอนนั้นก็ไม่ได้สมบูรณ์แบบเท่ากับโพลีโพรพีลีนในปัจจุบัน ดังนั้นท่อเหล่านี้จึงจำเป็นต้องเปลี่ยนใหม่ การปฏิบัติแสดงให้เห็นว่าร้อยละ 70 ของท่อที่ติดตั้งในปัจจุบันทำจากโพลีโพรพีลีน

โพรพิลีนมีข้อดีมากกว่าโลหะหลายประการ ประการแรกมันถูกกว่า ประการที่สองอายุการใช้งานของท่อโพลีโพรพีลีนนั้นยาวนานกว่าอายุการใช้งานมาก ท่อโลหะ. ประการที่สาม โพรพิลีนมีน้ำหนักเบากว่าโลหะ ซึ่งทำให้การติดตั้งง่ายขึ้นมาก
ข้อมูลที่เป็นประโยชน์! ทั้งหมดนี้ส่งผลต่อต้นทุนรวมในการจัดส่งและการติดตั้งท่อ คุณสามารถประหยัดค่าขนส่งได้หากเมื่อขนส่งท่อโดยการขนส่ง ท่อที่มีเส้นผ่านศูนย์กลางเล็กจะอยู่ในผลิตภัณฑ์ที่มีขนาดกว้าง วิธีนี้จะช่วยประหยัดพื้นที่ ซึ่งหมายความว่าคุณสามารถขนย้ายวัสดุได้มากขึ้นในคราวเดียว
มีรายการค่าใช้จ่ายอีกหนึ่งรายการที่สามารถลดต้นทุนได้อย่างมาก การติดตั้งโพลีโพรพีลีนใช้เวลาไม่นานและคุณสามารถทำงานทั้งหมดด้วยตัวเองได้อย่างง่ายดายโดยไม่ต้องโทรหาผู้เชี่ยวชาญที่บ้านหรือชำระค่าบริการ
ทำงานกับท่อโพรพิลีน
ระบบการติดตั้งท่อโพลีโพรพีลีนในปัจจุบันประกอบด้วยองค์ประกอบที่จำเป็นทั้งหมดสำหรับการเชื่อมต่อท่อทุกขนาด รูปทรง ข้อต่อ อุปกรณ์ยึด และส่วนรวม กระบวนการประกอบค่อนข้างง่ายและหากคุณมีทักษะที่จำเป็นก็สามารถดำเนินการได้อย่างรวดเร็ว
คุณสามารถเลือกชุดองค์ประกอบได้ตามที่คุณต้องการ ดังนั้นผลลัพธ์ที่ได้จึงเป็นระบบที่มีเอกลักษณ์เฉพาะตัวโดยสิ้นเชิง ความซับซ้อนและการกำหนดค่าขึ้นอยู่กับความชอบและความต้องการของลูกค้าเท่านั้น ซึ่งก็คือคุณ คุณลักษณะเดียวที่คุณลักษณะบางประการของข้อเสียของโพรพิลีนคือวิธีการเชื่อมต่อแบบเชื่อม หลังจากการเชื่อมแล้ว จะไม่สามารถแยกท่อและแก้ไขข้อผิดพลาดได้อีกต่อไป ดังนั้นคุณต้องคิดทุกอย่างล่วงหน้าและพยายามหลีกเลี่ยงความไม่ถูกต้องในการกระทำ
ตามที่ระบุไว้แล้วการเชื่อมท่อโพลีโพรพีลีนไม่ใช่เรื่องยาก แต่ผู้เริ่มต้นจะต้องระมัดระวังอย่างมากไม่เร่งรีบและไม่ทำผิดพลาด ก่อนอื่นคุณต้องทำการคำนวณ จากนั้นตรวจสอบหลาย ๆ ครั้งแล้วจึงดำเนินการตามกระบวนการเชื่อมเท่านั้น
กับ องค์ประกอบการเชื่อมต่อและข้อต่อท่อโพลีโพรพีลีนเชื่อมต่อกันด้วยการบัดกรี ในการทำเช่นนี้คุณต้องมีเครื่องมือพิเศษซึ่งนิยมเรียกว่าหัวแร้ง นี่ไม่ใช่หัวแร้งธรรมดาที่ทุกคนคุ้นเคย แต่เป็นหัวแร้งพิเศษสำหรับโพลีโพรพีลีนดังนั้นชื่อจึงไม่ถูกต้องทั้งหมดจากมุมมองทางเทคนิค แต่มีรากฐานมายาวนานและแม้แต่ผู้เชี่ยวชาญก็ใช้มันในชีวิตประจำวัน .
หากคุณแยกกระบวนการเชื่อมท่อออกเป็นขั้นตอนต่างๆ จะมีลักษณะดังนี้:
- เมื่อใช้หัวแร้งสำหรับโพลีโพรพีลีน คุณต้องให้ความร้อนทั้งสองส่วนที่คุณต้องการติดกัน
- จากนั้นคุณจะต้องเชื่อมต่อชิ้นส่วนที่ให้ความร้อน
- หลังจากช่วงเวลาสั้นๆ ให้ถอดชิ้นส่วนที่ยึดติดกันอยู่แล้วออกจากอุปกรณ์
การเชื่อมทำให้องค์ประกอบต่างๆ มีการเชื่อมต่อที่แน่นแฟ้นจนแทบเป็นไปไม่ได้เลยที่จะแยกชิ้นส่วนออกโดยไม่ทำให้ชิ้นส่วนเสียหาย นั่นคือเหตุผลที่ท่อโพลีโพรพีลีนถือว่ามีคุณภาพสูง ทนทาน และสามารถทนต่อแรงกดดันได้เกือบทุกชนิด
เครื่องเชื่อม
เมื่อเชื่อมท่อโพลีโพรพีลีนไม่สามารถทำได้หากไม่มีเครื่องเชื่อม นี่เป็นอุปกรณ์ที่ค่อนข้างเรียบง่ายซึ่งค่อนข้างชวนให้นึกถึงเตารีดธรรมดา แม้ว่ารูปลักษณ์จะแตกต่างออกไปเล็กน้อย
- เครื่องเชื่อมประกอบด้วยแผ่นทำความร้อน ตัวควบคุมอุณหภูมิ และที่จับ แผ่นทำความร้อนมีรูพิเศษสองรูที่จำเป็นสำหรับการยึดส่วนประกอบของท่อ
- ในกระบวนการเชื่อมท่อโพลีโพรพีลีนมักจะใช้ตัวท่อและชิ้นส่วนเพิ่มเติมที่ต้องติด (ข้อต่อ) โดยเฉพาะเรื่องนี้ใน เครื่องเชื่อมมีหัวฉีดให้เลือกหลายแบบ
- ส่วนใหญ่มักจะอยู่ในระบบประปาและ ระบบทำความร้อนตั้งอยู่ในสถานที่อยู่อาศัยใช้ท่อโพลีโพรพีลีนที่มีเส้นผ่านศูนย์กลาง 20 และ 32 มม. หากต้องการทราบเส้นผ่านศูนย์กลางในร้าน คุณเพียงแค่ต้องตรวจสอบชิ้นส่วน แต่ละองค์ประกอบต้องมีเครื่องหมายพิเศษระบุเส้นผ่านศูนย์กลางของผลิตภัณฑ์
- ชุดสำหรับการเชื่อมท่อโพลีโพรพีลีนมักจะมีชิ้นส่วนเชื่อมหลายคู่ที่มีเส้นผ่านศูนย์กลาง 20 ถึง 40 มม. ชุดนี้เพียงพอที่จะแก้ปัญหาใดๆ ที่เกิดขึ้นกับเครื่องเชื่อมท่อได้
หากคุณต้องการประหยัดเงินในทันทีและเปลี่ยนชิ้นส่วนจากโพลีโพรพีลีนหรือโลหะด้วยตัวเองก็รู้ว่าคุณจะไม่ประสบความสำเร็จ ผู้ผลิตเคลือบชิ้นส่วนด้วยการเคลือบเทฟลอนแบบพิเศษซึ่งหาไม่ได้ที่บ้าน ด้วยการเคลือบนี้โพรพิลีนจึงยึดติดกับโลหะและส่วนประกอบของท่อจะติดกัน
ความแตกต่างของการเชื่อมท่อโพรพิลีน

- คุณภาพของการเชื่อมจะสูงขึ้นมากหากพื้นผิวของชิ้นส่วนที่จะเชื่อมถูกลดระดับลงก่อนขั้นตอน น่าเสียดายที่ผู้เชี่ยวชาญหลายคนละเลยกฎนี้ หากต้องการล้างชิ้นส่วนที่ข้อต่อในอนาคตให้เช็ดด้วยแอลกอฮอล์ วิธีนี้จะขจัดเศษและฝุ่นละเอียดที่มักสะสมอยู่บนพื้นผิว ข้อดีของขั้นตอนนี้คือช่วยลดโอกาสที่จะเกิดความเสียหายต่อเทฟลอนที่ปกคลุมหัวฉีดของเครื่องเชื่อม
- ขอแนะนำให้รักษาหัวฉีดด้วยแอลกอฮอล์ล่วงหน้าด้วย
- มีบทบาทสำคัญในการเชื่อมท่อโพลีโพรพีลีนโดยการทำเครื่องหมายความลึกของที่นั่งของชิ้นส่วน อุปกรณ์เชื่อมต่อที่แตกต่างกันจะมีความลึกในการเชื่อมที่แตกต่างกัน ดังนั้นคุณจะต้องวัดความลึกล่วงหน้าโดยใช้ไม้บรรทัดและคาลิปเปอร์
- วิธีนี้ทำให้คุณสามารถหลีกเลี่ยงการสอดท่อลึกเกินไปในองค์ประกอบที่จะเชื่อมต่อ ซึ่งอาจส่งผลให้ทางเดินท่อแคบลงหรือการปิดผนึกได้
- หากคุณมีความปรารถนาที่จะเรียนรู้วิธีบัดกรีท่อโพลีโพรพีลีนด้วยตัวเอง การทำความคุ้นเคยกับวิดีโอที่เกี่ยวข้องบนอินเทอร์เน็ตเพื่อดูกระบวนการทั้งหมดอย่างชัดเจนจะไม่เสียหาย คุณยังสามารถใช้คำแนะนำสำหรับเครื่องเชื่อมได้
การมาร์กท่อมักใช้เวลานาน ผู้เชี่ยวชาญจะกำหนดความลึกขององค์ประกอบการปลูกด้วยตา แต่เพื่อที่จะเรียนรู้สิ่งนี้ จำเป็นต้องมีประสบการณ์เชิงปฏิบัติมากมาย
ข้อมูลที่เป็นประโยชน์! เพื่ออำนวยความสะดวกและเร่งขั้นตอนการมาร์ก คุณสามารถใช้วงแหวนมาร์กพิเศษได้ ตัวอย่างเช่นสำหรับท่อที่มีเส้นผ่านศูนย์กลาง 20 มม. สามารถทำวงแหวนจากท่อที่มีเส้นผ่านศูนย์กลาง 32 มม.
ในการทำเช่นนี้ให้ตัดวงแหวนกว้าง 15 มม. จากท่อขนาด 32 มม. จากนั้น ด้วยวงแหวนนี้ คุณสามารถทำเครื่องหมายความลึกในการปลูกที่ต้องการในแต่ละองค์ประกอบได้ สะดวกมากเมื่อคุณวางแผนที่จะเชื่อมต่อองค์ประกอบจำนวนมาก
หากคุณติดก้นพลาสติกหรือกระดาษแข็งเข้ากับวงแหวนทำเครื่องหมายความไม่ถูกต้องระหว่างการทำเครื่องหมายสามารถหลีกเลี่ยงได้เกือบ 100 เปอร์เซ็นต์ของกรณี วงแหวนดังกล่าวสามารถทำกับท่อโพลีโพรพีลีนที่มีเส้นผ่านศูนย์กลางใดก็ได้ ยกเว้นท่อที่ใหญ่ที่สุด
ตามกฎแล้วชิ้นส่วนของท่อโพลีโพรพีลีนจะถูกเชื่อมไว้บนโต๊ะและสามารถทำได้โดยคนเพียงคนเดียว แต่บางครั้งในระหว่างการติดตั้งจำเป็นต้องบัดกรีท่อที่สถานที่ติดตั้งและจากนั้นจะสะดวกกว่าถ้ามีคนรับหน้าที่เป็นผู้ช่วย
ขอแนะนำให้ผู้ช่วยทำความคุ้นเคยกับขั้นตอนการเชื่อมท่อล่วงหน้า
เมื่อเชื่อมท่อโพลีโพรพีลีนจำเป็นต้องสังเกตระยะเวลาการให้ความร้อนของชิ้นส่วน เวลาในการทำความร้อนขึ้นอยู่กับเส้นผ่านศูนย์กลางของผลิตภัณฑ์ นี่เป็นสิ่งสำคัญอย่างยิ่งเมื่อมีการเชื่อมชิ้นส่วนที่สถานที่ติดตั้ง และไม่สามารถตรวจสอบคุณภาพของงานได้ทันที
ด้านล่างนี้เป็นตารางพิเศษที่แสดงเวลาการทำความร้อนของโครงสร้างเชื่อมต่อต่างๆ ตารางจะช่วยให้ช่างเชื่อมที่ไม่ใช่มืออาชีพกำหนดเวลาทำความร้อนได้อย่างถูกต้อง
ข้อผิดพลาดที่พบบ่อยที่สุดที่ช่างเทคนิคทำคือท่อมีความร้อนสูงเกินไป เป็นผลให้เส้นผ่านศูนย์กลางของมันแคบลงอย่างมากและอาจปิดสนิทด้วยซ้ำ


