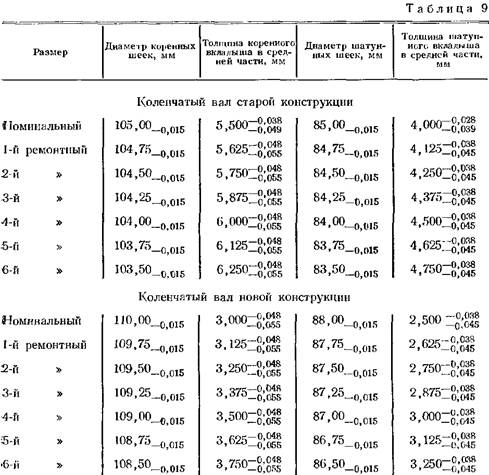
Promjer vratova radilice na dizel motoru. radilica
50 A i koncentracije feromagnetskog praha u suspenziji 25-30 g / 1. Da bi se kontroliralo odsutnost pukotina, upotrebljava se vodena magnetska suspenzija sljedećeg sastava (g po litri vode)

Spremnik kapaciteta detektora nedostatka magnetske suspenzije trebao bi biti 50-60 litara. Neposredno prije kontrole, u magnetnu suspenziju doda se 200 g magnetskog praha, i suspenzija se temeljito miješa. U postupku korištenja magnetske suspenzije potrebno je periodički obogatiti magnetskim prahom 5 grama praha po 1 litre suspenzije. Suspenzija treba čistiti, onečišćenje masti i uljnih proizvoda (ulje, kerozin, itd.) Neprihvatljivo. Zamjena ovjesa treba biti načinjena kao kontaminirana, ali barem jednom tjedno. Tijekom pregleda, sve nadzirane površine vratila se zalijevaju s gustom otopinom najmanje 30 sekundi. Nakon 10 sekundi nakon završetka zalijevanja struja magnetiziranja se isključuje. U prisutnosti pukotina i drugih nedostataka, magnetskom prašku se nanosi na površinu za ispitivanje u obliku ogrebotina ili traka. Uzdužni kose na čelu i male pojedinačne nemetalnih uključaka dopušteno: a remenica na vratu, prednji žig, prednji i protuuteg, pero je ne više od tri od ne više od 3 mm na vratu svaki čarape; na vratu i ispod stražnjeg brtve zamašnjak ne više od četiri od ne više od 4 mm, bez odstupanja od stražnjeg kraja na glavnom dnevniku aksijalnog ležaja; na glavnim časopisima ne više od tri ne više od 3 mm na udaljenosti od završetka svakog glavnog časopisa najmanje 12 mm od prolaza nafte ne manje od 13 mm. Nije dozvoljeno defekti na crankpins na fileti vrata, na prolaz ulja površinama i nemetalnih uklopina i kose, pod kutom od 20 ° u odnosu na osi vratila. Kada postoje pukotine prekoračenje određene brojem ili veličinom treba odrediti njihove dubine rasshlifovannya bušilica i odmašćivanje slijedi upravljačke osovine za detektor magnetskog pukotine. Plitke pukotine i folikuli dlake uklanjaju se sljedećim poliranjem na najbližu veličinu popravka. Male pukotine na mjestima upuštanje podmazivanje kanala autohtone i crankpins Izlaz lokalnu usnopljavanje rupa radijus od 3 mm do 5 mm od ruba otvora, uz održavanje gladak prijelaz površinu. Osovina mora biti zamijenjena ako se pukotina ili kosa ne mogu ukloniti brušenjem na veličinu popravka.
Okretne osovine s izrezanim vratovima provjeravaju se na magnetnom detektoru tek nakon poliranja vrata za popravak dimenzija uz obaveznu provjeru tvrdoće vrata. Tvrdoća vratova treba biti unutar HRC 45-62.
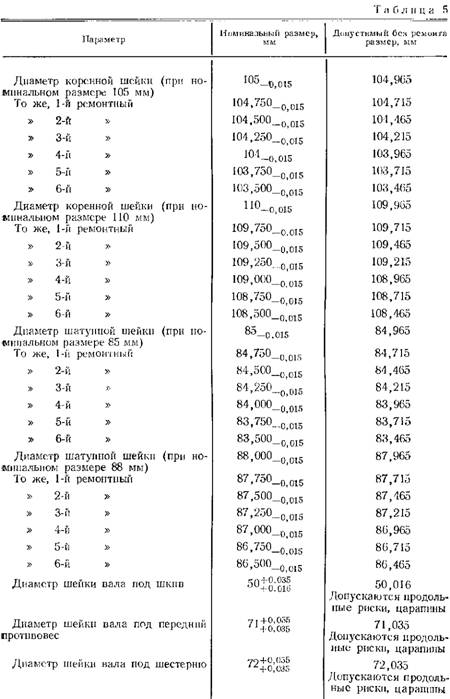
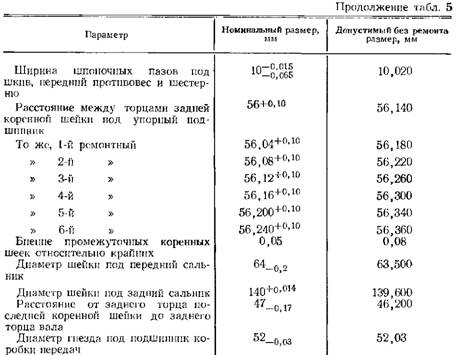
Nominalne i dopuštene dimenzije vratila navedene su u Tablici. 5. Ako je trošenje veće od dopuštenog, vrat vijenaca, prednji zubac, zupčanik, stražnja žlijezda moraju se obnoviti kromiranjem, a naknadnom obradom do nominalnih dimenzija.
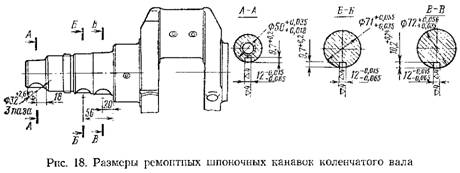
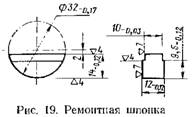
utor treba biti instaliran ključ za popravak, prikazan na sl. 19, od čelika 35 GOST 1050-60 i tvrdoće do tvrdoće HRC 40-50. Izbocima i oštrim rubovima na klinovima nije dopušteno.
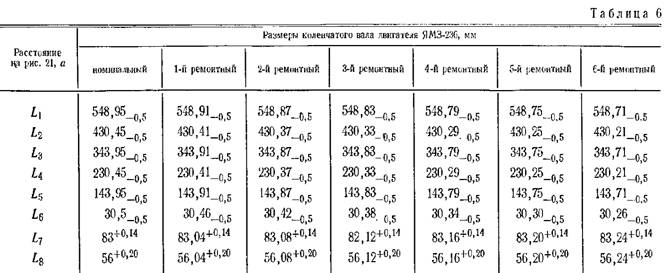
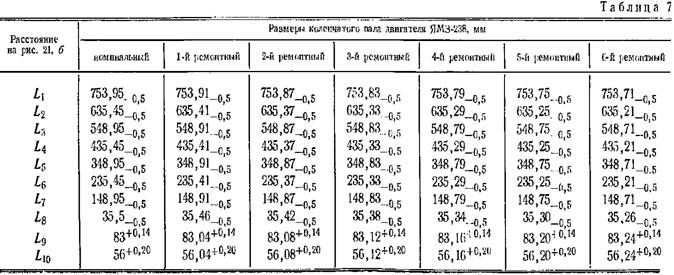
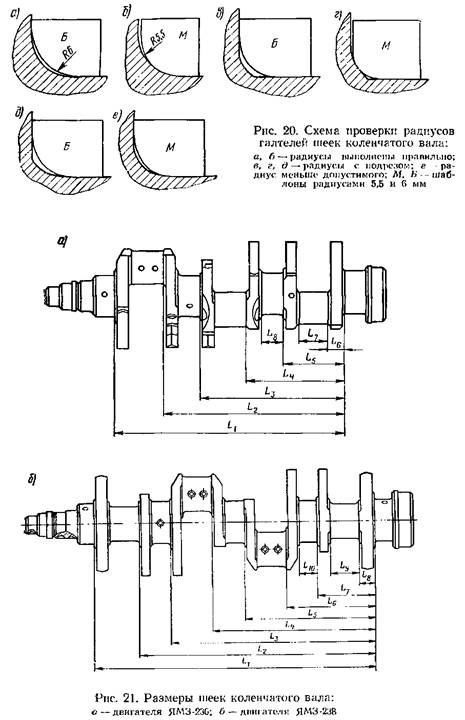
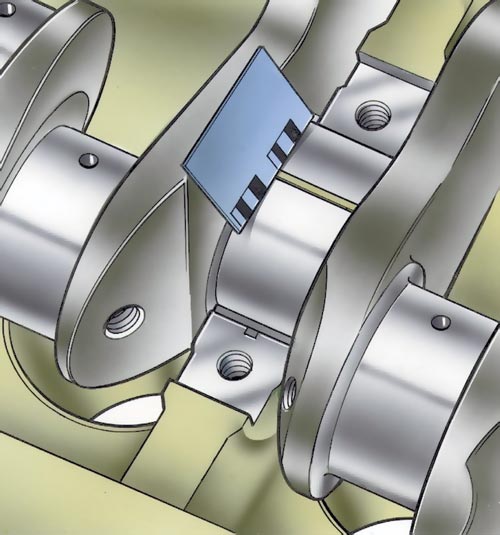
Izgaranje, struganje, fuzije ili pukotine na korijenu i ručicama treba ukloniti poliranjem tih vratova za dimenzije popravka. Radijus fileta mora se osigurati unutar 6_0.5 mm i polirati ih do čistoće V 9. Provjera radijusa fileta izvodi se predlošcima prema sl. 20. Lonci, izrađeni odrezom, g i d, nisu dopušteni. Tijekom mljevenja koljenastog vratila i karika, linearne dimenzije navedene u tablici 1 trebaju se održavati. 6 i 7, od prednjeg kraja stražnjeg molarnog vrata do stražnjih krajeva kutova kutnjaka i koljenastog vratila (slika 21).
Kada ponovno poliranje krajeva stražnjeg radikalskog grla, dopuštenje se mora simetrično ukloniti sa svakog kraja. Dopuštena je odstupanja linearnih dimenzija do ove popravke veličine vratova, ali je ukupni resurs vratila smanjen. Oporavljene osovine ne smiju se više odstupati od ispravnog geometrijskog oblika:
0,06 mm u odnosu na ispad srednje kore u odnosu na ekstremno; s većim tuku, moguće je napraviti korekcije pod tiskom;
0,03 mm od razlike u otkucajima susjednih radikalnih vrata;
0.02 mm na izljevu kraja koljenastog vratila u odnosu na os poluge;
0,02 mm na udaranje krajeva stražnjeg molarnog vrata u odnosu na zajedničku os ekstremnih molarnih vrata;
0.015 mm nejednakostima osi unutarnjih vrata u odnosu na zajedničku os ekstremnih kutnjaka;
0,03 mm na ne-paralelnoj osi vratova klipnjače u odnosu na zajedničku os ekstremnih kutnjaka;
0,015 mm na ovalitetu, konusnom, konkavnom i bačvastom ™ glavnom i vratima klipnjače;
Oštri rubovi uljnih kanala korijena i rukavaca nakon svakog poliranja vrata za popravak dimenzija obrađuju se i poliraju prema sl. 22. U ovom slučaju, od osi otvora na radijusu od 10 mm, promjer vrata može se smanjiti za 0,005 mm.
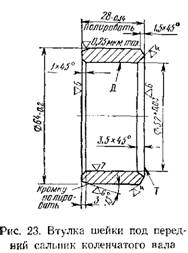
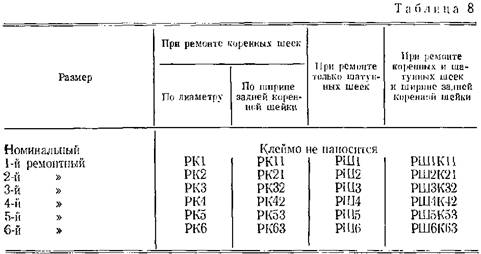
Na vratu za prednje brtvljenje dopušteno je ugradnja košuljice za popravak izrađena prema sl. 23 čelika 15HGNTA GOST 4543-61 i cementirani do dubine od 0.9-1.2 mm do 58-64 HRC. Neupadanje krajnjeg dijela T u odnosu na površinu D ne smije biti veće od 0,05 mm. Nakon zaokruživanja osovine za popravak dimenzija dio broj koji se nalazi na osovini obraz, oznaka treba primijeniti, prikazana je u tablici. 8. dozvoljeno brušenje glavni i klipnjaču časopisa za različite veličine popravke, ali za jednu od osovine svi glavni časopisi, kao i sve spojne šipke treba biti jedna veličina grupa. Na primjer, kada je peti brušenje veličina popravak osovina rukavci poluge trećeg veličine popravak glavnih časopisa s koljenastog vratila časopisu pereshlpfovkoy stražnji širine na drugoj veličini vratilo popravak mora imati negativno označavanje RSH5K32.

Strogo je zabranjeno zaokruživanju role s nominalnim promjerom od glavnih časopisa NA mm promjer 105 mm, a crankpins promjera 88 mm, 85 mm, budući da zaokruživanja valjaka s povećanim promjerom autohtonih i crankpins na manjim promjerom dovesti do pojave deformacije mikropukotine vratila, smanjenje od termički obrađen sloj i, stoga, smanjiti vijek osovine. Dopušteni popravci nosili časopise (osim glavne i klipnjače) od krom pozlaćivanje.
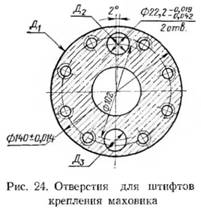
Otpuštanje kvačila za postavljanje zamašaja u stražnjim krajevima radilica zahtijeva dodatno postupanje s rupama na vratilu prema sl. 24. ravnine koja prolazi kroz A i D3 površine otvora osovine moraju podudaraju s ravninom prednje poluge; Odstupanje ne smije biti veće od 0 ° 10; neparallelytost rupe Qh osi sjekiru i u odnosu na zajedničku os radilica časopisa krajnost dopušteno više od 0,05 mm, a otvori se D2 i DZ trebao biti smješten unutar 0.025 mm. Popravak igle napravljeni su sukladno sl. 25 od čelika u skladu s 45 GOST 1050-60 i ugašena do tvrdoće od HRC 30-37. Površine D i D moraju biti koncentrične; dopušteno je odstupanje od najviše 0,005 mm.
Stanje navoja na prednjem kraju koljenastog vratila se provjerava kalibra M24H2 stanica. 3. Dopušteno je umanjiti najviše četiri
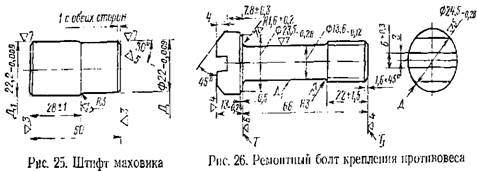
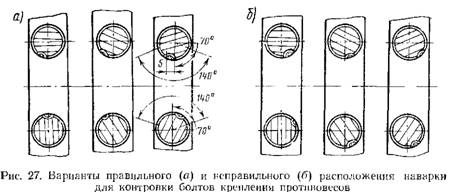
5, prosječni promjer navoja 15,153-15,276 mm, unutarnji ne više od 14.626 mm, vanjski-16,010-16,250 mm odstupanje kraj glave vijka za podršku u odnosu na ne više od 0,08 mm osi odstupanja od glave vijka u odnosu na promjer navoja osi ne više od 0,15 mm , Na kraju glava površine oslonac i vijak zarezi, finih pukotina, ogrebotina, mjerilu i drugih nedostataka nije dopuštena. Popravak vijka na gornjem kraju glave označen je slovom P. Potrebno je rezati novu nit ispod popravka vijka. Prosječni promjer navoja se 15,276-15,356 mm, unutarnji - 14,626-14,876 mm, vanjski najmanje 16,250 mm. U blizini oslabio kraj rupe vratila u obraze treba isporučiti marke R. protuteže vijci moraju biti stegnuti (Moment pritezanja 18-20 KGF-m) i zaključati izdanka na suprotnim zavarivanje, kao što je prikazano na slici. 27.
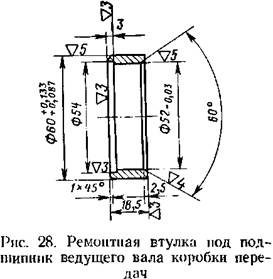
5. Gurajte čahuru u utičnicu sve dok se ne zaustavi
mm. Pomak krivudavca od dijametralne ravnine rupice nije veći od 0,12 mm. U tu svrhu, utor mora biti popravak ključ (sl. 29) od čelika 35 GOST 1050-60 i kaljeno do tvrdoće od HRC 40-50.
Radne površine zupčanika zglobnog vratila provjeravaju se sukladno uputama zupčanika pogona reduktora. Promjer zupčanika ne smije biti veći od 72,035 mm, a širina ključa - ne više od 10,075 mm. Uzdužni rizici i ogrebotine dopuštene su u zupčastom otvoru zupčanika.
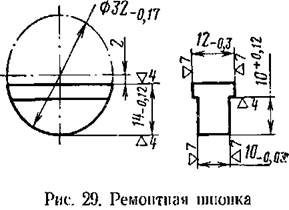
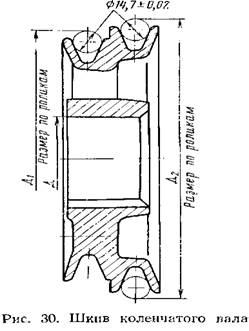
Mm simetrično uklanja doplatak s obje strane. Popravak ključ mora biti izrađen prema sl. 29. Podlošci ležajeva radilice tijekom remonta motora podliježu zamjeni od 100%. Novi umetci su ugrađeni u skladu s Tablicom. 9. Broj popravka veličine košuljice mora odgovarati broju veličine popravka odgovarajućeg časopisa koljenastog vratila. Pečat veličine popravka nanosi se na stražnjoj strani košuljice kod zgloba. Semirings aksijalnog ležaja radilice zbog povećanog promjera glavnih časopisa koljenastog vratila od 105 do
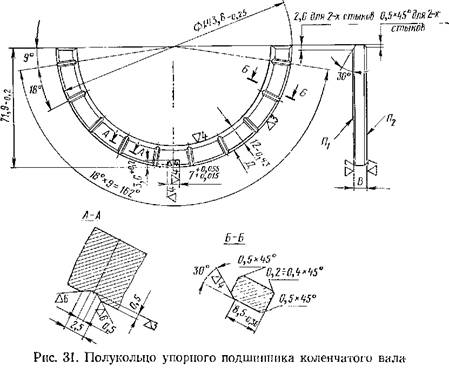
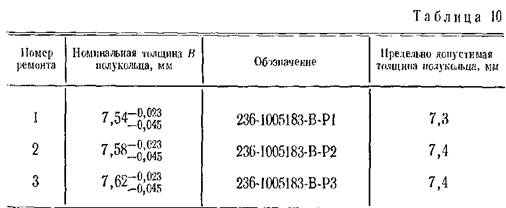
mm (odjeljak B-B na slici 31). Rezervni dijelovi se isporučuju s modificiranim polukrugima, koji se mogu ugraditi na bilo koji motor. Polukruge se zamjenjuju kada se nose do debljine manjeg od 7,35 mm. Ako je stražnji vrat koljenastog vratila obnovljen tako da odgovara veličini popravka, ugrađeni su polukružni dijelovi popravka. Nominalne i maksimalne dopuštene veličine polukružnih popravaka prikazane su u tablici. 10.
ne više od 0,03 mm na radnom poluosjeku i ne više od 0,02 mm na novim. Rubovi koji nisu dopušteni rubovi su otvrdnuti s vidom ili polumjerom od 0,3 mm. Spojna šipka temeljito se ispere, odmašćuje, očisti pomoću uljnih kanala i provjerava pukotine na magnetskom kvara detektoru u magnetskom polju uz struju od 800 A. Postupak provjere je gore opisan. U prisutnosti pukotina, spojna šipka mora biti zamijenjena. U nedostatku pukotina provjerite geometrijske parametre spojne šipke. Stanje nit pod spojne vijke štap provjerite priključak mjerač M16H1.5 stanice. 2. Količina habanja čahure gornje glave klipnjače određena je indikatorskim mjerenjem. Unutarnji promjer čahure dopušten je bez popravka do 50,08 mm. Ako je taj promjer veći, štitnik mora biti pritisnut i provjeriti unutarnji promjer otvora gornjeg kraja spojne šipke (ispod čahure), što ne bi smjelo biti više od 56,04 mm. Provjera se vrši kada se sjedalo otkine i govorite oštricama. Novi čahura pritisne smetnje 0,05-0,12 mm, prije nego što gleda dopuštenje obrade u rukav unutarnjem promjeru.
Unutarnji promjer donjeg kraja spojne šipke provjerava se nakon zatezanja vijaka spojne šipke (zatezni moment 17-19 kgf-m). Maksimalni dopušteni promjer iznosi 92,98-93,05 mm, ako aritmetička sredina promjera u zglobnoj ravnini i poprečnom presjeku okomito na zglob ne prelazi 93,00 - 93,021 mm.
mm. Uređivanje spojne šipke nije dopušteno. Dopuštena je samo korekcija savijenih klipnjača s odstupanjem od ravnosti ne više od 1,0 mm rezanjem krajeva gornje glave simetrično na obje strane.
Kod popravka klipnjače strogo je zabranjeno postaviti poklopac s druge klipnjače; cjelovitost se provjerava na oznakama uparivanja. Nakon što je popravak štap na jednom kraju gornjeg glave primjenjuje pečat odgovarajući popravak P1, P2, i tako dalje. D.
Na vijcima spojne šipke stanje navoja kalibrirano je mjeračem M16X1.5L. 3. Ako niti ne odgovaraju ili su prisutne pukotine, vijci se odbacuju. Prije montaže vijaka podmazu se grafitnom mazivom. Pritegnite počevši s dugim vijkom.
Istodobno s konstruktivnim povećanjem promjera koljena poluge radilice od 85 do 88 mm, uklonjen je utor na donjem kraju spojne šipke (slika 32). U tom smislu, zamjenjivosti od njegova izgubljena i broj štapića AZ 236-1004045 236-1004045 promijenjen u AB. Kada je ugrađen u motor, spojna šipka novog dizajna, zajedno s radilica starog dizajna, koji ima nominalni promjer vratova radilice od 85 mm, potrebno je napraviti dodatnu rupu B u zupčastoj klipnjaci, kao što je prikazano na slici. 33. Trenutačno se rezervni dijelovi isporučuju uz ove promjene.
Za zamjenu smo uzeli slobodne lišće radikalnih ležajeva skliznuti iz bloka cilindara i pokrivača. Ako je trošenje ili ovalitet veći od 0,03 mm, vratnice radilice trebaju biti postavljene u specijaliziranu radionicu gdje je dostupno potrebna oprema (tamo je potrebno provjeriti aksijalno otjecanje glavnih površina radilice). Nakon brušenja radilice, ponovno izmjerite promjere vratila radilice kako biste utvrdili veličinu popravka košuljica.
Koristeći mikrometar, izmjerili smo promjer glavnih i crankpina radilice i usporedili ih s podacima navedenim u tablici.
Instalacija koljenastog vratila na automobilu
- Operujemo radilicu u kerozinu i puhamo komprimirani zrak njezinu unutarnju šupljinu. Instaliramo nove labave listove ležajeva radilice nominalne ili popravke. Brojevi su naznačeni na vanjskoj cilindričnoj ploči umetaka koji ukazuju na veličinu popravka: 025 - prvi popravak, ispod vratila radilice, smanjen za promjer 0,25 mm. Sukladno tome, s drugom, trećom i četvrtom dimenzijom popravka, vrijednosti su: 050, 075, 100. Lako je razlikovati poluge od kutnjaka. Na gornjim podupiračima (osim sredine) izrađuju se prstenasti utori. Osim toga, umetci radilice središnjeg nosača šire su od ostalih. Zupčasti umeci radilice su jednaki i zamjenjivi, promjer spojnih šipki manji je od promjera šipki. Kako bi se povećala površina kontakta na umetcima klipnjače, nema prstenastih utora
- Postavljamo u utore pete glavne nosivosti s polu-prstenima s potisnutim žljebovima na koljenasto vratilo. Polukruge su izrađene od normalne debljine (2,310-2,360 mm) i povećane (2,437-2,487 mm)
- Provjeravamo aksijalnu prigušnicu između ustrajnih polukružnih prstenova i neprekidnih površina koje trebaju biti u granicama od 0,06-0,26 mm. Ako je razmak veći od dopuštenog (0,35 mm), zamijenite poluge prstena s novim, povećanim za 0,127 mm.
- Podmažite koljenasto vratilo i koloture koljenastog vratila s motornim uljem i postavite radilicu u blok cilindra
- U skladu s oznakama ugrađujemo poklopce glavnih ležajeva i zategnite vijke njihovog pričvršćenja do trenutka od 68,4 do 84,3 Nm. Provjerite slobodnu rotaciju radilice
- Postavljamo na klipnjače koljenastog vratila s poklopcima i oblogama. Stegnite matice za pričvršćivanje na trenutak 43,4-53,5 Nm.
- Ugradite motorno ulje
- Na blok spremnika postavljamo držač epiplonom
- Ugradnja ostalih uklonjenih dijelova na automobilu vrši se obrnutim redoslijedom
- Podesite napetost lanca
- Prilagodimo napetost pojasa pogona generatora
- Na motoru za rasplinjač automobila provjeravamo i po potrebi podesite vrijeme paljenja
Čišćenje kanala sustava podmazivanja
Za čišćenje uklonite utikače kanala. Zatim istjerati prikljucka upustite A.94016 / 10, nositi na vreteno A.94016, oprati benzinom kanale i puhati komprimiranog zraka.
Pomoću svrdla A.86010 pritisnite novim utikačima i povećajte pouzdanost, pričvrstite svaki utikač za 3 boda punilom.
Nuts i crankpins
Provjerite. Ugradite radilicu u dva prizma i provjerite s indikatorom:
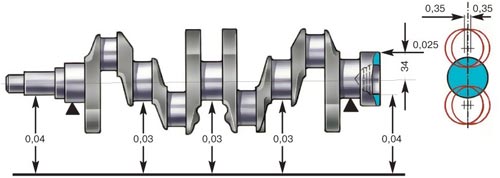
Debljina vratnih vrata (najveći dopušteni 0,03 mm);
Premlaćivanje površina za slijetanje ispod zvjezdice i ležaja primarne osovine mjenjača; najveći dopušteni 0,04 mm;
Mijenjanje osovina krakova klipnjače s ravnine koja prolazi kroz osi spojne šipke i unutarnjeg vrata (maksimalno dopušteno ± 0.35 mm);
Nepravilnosti u odnosu na os koljenastog vratila krajnjeg dijela prirubnice. Kada okrećete osovinu, indikator postavljen na stranu, na udaljenosti od 34 mm od osovine osovine, ne smije pokazivati istjecanje od više od 0,025 mm.
Na radikalnim ručicama i na obrazima radilice nisu dopuštene pukotine. Ako su pronađeni, zamijenite osovinu.
Površine radilice, koje su međusobno povezane s radnim rubovima žlijezda, ne smiju se ogrebati, nicati i riskirati.
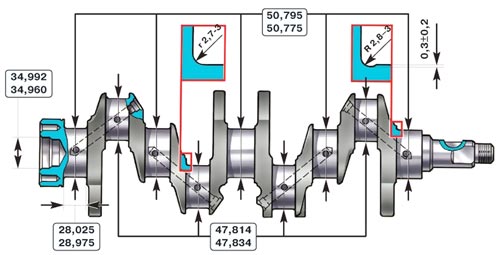
Izmjerite promjere korijena i koljena. Vrat treba uzemljenje, ako nose veće od 0,03 mm ili ovalne vrat veće od 0,03 mm, a ako postoje nasilnici vrat i rizici.
Brušenje vratova. Korijen i zupčanici su bruseni, smanjujući se za 0,25 mm kako bi se, ovisno o stupnju trošenja, dobili promjeri koji odgovaraju vrijednostima danim u tablici i radijusima vratova, kao što je naznačeno u prvoj slici.
Kružna šipka radilice i promjeri radilice
| nominalna veličina (mm) | popravak (smanjene) dimenzije (mm) | |||
| 025 | 050 | 075 | 100 | |
| koljenastog vratila | ||||
| 47,814 | 47,564 | 47,314 | 47,064 | 46,814 |
| 47,834 | 47,584 | 47,334 | 47,084 | 46,834 |
| časopisi radilice | ||||
| 50,775 | 50,525 | 50,275 | 50,025 | 49,775 |
| 50,795 | 50,545 | 50,295 | 50,045 | 49,795 |
Umetci glavnih ležajeva
Ne stavljajte nikakve prilagodbe na umetke. Ako izbočine, rizici ili odstupanja od antifrikcijskog sloja zamijenite košuljice.
Provjerite razmak između umetka i vratila radilice:
Rasporedite duljinu umjerene plastične žice na vratu koji se ispituje;
Postavite pokrivače s radikalnim labavim lišćem i zategnite pričvrsne vijke poklopaca trenutka 80, 4 N · m (8,2 kg · m).
1 - ljestvica; 2 - kalibrirana žica
Uklonite pokrivače i odredite veličinu razmaka veličinom ravnanja žice na pakiranju.
Razmak između časopisa i kolutura radilice može se odrediti i izračunom mjerenjem promjera korijena, letvica i debljine košuljica.
Nominalni raspored prostiranja je 0,050-0,095 mm. Ako je manji od ograničenja (0,15 mm), tada se ove folije mogu ponovno upotrijebiti. S većim jazom zamijenite obloge novima. Ako se vratnice radilice istroše i bruše na veličinu popravka, zamijenite ih s popravkom (povećana debljina, vidi tablicu).
Debljina ležajnih školjaka, mm
Znak ispravne montaže i spajanja vratova s košuljicama je slobodna rotacija koljenastog vratila.
Slike 0.25; 0,50, itd., Označavaju količinu redukcije u promjeru vratova radilice nakon mljevenja.
(vidi 2.303-2.305).
2,279. Skinite pogonski remen alternatora (vidi 2.217-2.220).
2,280. Skinite poklopac zupčanika raspona, za to obavite radnje navedene u 2.247-2.249.
2,281. Ugradite prvi klip cilindra u id. kompresijskog udara (vidi 2.250).
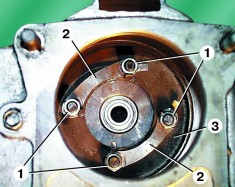
2,282. S vučicom, pritisnite lančanik 1 s kraja radilice. Skinite podložnu plohu 2.
2,283. Odvijte četiri matica 1, od kojih su prethodno savijeni rubovi ploča za zaključavanje 2 i uklonite zamašnjak 3 i izvucite je iz dna kućišta kvačila.
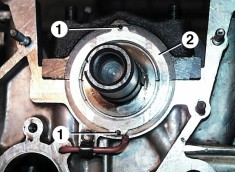
2,284. Ako ne morate ukloniti klipove iz cilindara, ne možete ukloniti glavu motora, samo odvrnuti matice vijaka klipnjače, skinuti poklopce klipnjače i pažljivo gurnuti klipove u cilindre. Otpustite matice 1 i vijke 2 i uklonite glavne kapice ležaja. Budući da čepovi čvrsto sjednu, srušiti ih udarcem laganim čekićem. Skinite radilicu 3 s glavnih ležajeva ležaja. Uklonite drugu podlošku za potiskivanje s kraja radilice.
![]()
2.285. Uklonite glavne ležajeve ležajeva s glavnih ležaja ležaja i poklopaca. Umetci se lakše uklanjaju ako su gurnuti odvijačem tako da kraj ruba protječe preko ruba kreveta.

Nedostaci i popravci
2,286. Isperite sve dijelove benzinom i suho.
2,287. Pregledajte radilicu. Ako ima pukotina na njemu, mora se zamijeniti.
2,288. Skinite čep, čistu i rumenilo s benzinom i dići u zrak radilice nafte kanala stisnut. Stegnite utikače i zategnite na 38-42 N · m (3.8-4.2 kgf · m).

2,289. Ako i crankpins postoje manje opasnosti od ogrebotina, neravni ili ovalnost vrat prelazi 0,01 mm, potrebu za vrat istrugane pod veličine popravak. Nakon brušenja vrat mora biti poliran. Dimenzije popravka vratnice vratila navedene su u tablici. 2.12. Oštri rubovi šavova uljnih kanala kako bi se otvorili abrazivni konus. Nakon brušenja, isperite osovinu i puhnite uljne kanale komprimiranim zrakom. Nakon brušenja vratova koljenastog vratila umetnite ležaj ležaja i ležajeve klipnjače odgovarajuće veličine popravka.
Tablica 2.12.
Nominalne veličine i slijetanje spojnih dijelova krakene osovine motora načina rada. 402
![]()
2.290. Pregledajte glavne ležišta ležaja. Ako imaju rizike, zadirkuje, ogrebotina, raslojavanja, inkluzije, čestica, itd kako bi zamijenio linijski brodovi.
2,291. Pregledajte zamašnjak. Ako su zubi zglobnog prstena oštećeni, postoje lomovi, ogrebotine itd. Na površini pokraj pokretanog kvačila, zamijenite zamašnjak. Ako zamašnjak ima pukotine, mora se također zamijeniti.
2,292. U rupici radilice na strani zamašnjaka leži ležaj primarne osovine, zatvorenog tipa, Pregledati ležaj, otkrivanje grešaka (veliki zazor, koji boli oštećenja zaštitne prstena, itd) istiskivanje se od radilice pomoću stripera. Pritisnite novi ležaj u istoj razini s donjom stranom otvora za skidanje u radilici.
2,293. Pregledajte brtvu ulja radilice u poklopcu zupčanika raspodjele. Ako je žlijezda oštećen (suze, suzenje, habanje na rubovima, itd), mora se ukloniti iz poklopca pomoću odvijača i tiska u novom. Ako vozilo radi previše, zamijenite uljnu brtvu.

2,294. Zamijenite pakiranje stražnjeg brtvila radilice u glavni ležajni ležaj i držač. Uklonite staro pakiranje i umetnite novi oko 120 mm. Izrežite krajeve pakiranja tako da strši iznad ravnine kreveta i držača za 0,5-1,0 mm.

2.295. Komprimirati pakiranje, za to leži u krevetu nosi iglu za 1, držač 4 i radilice ležaja čep i pritegnuti maticama 3 2. trna dimenzije prikazane na sl. 2.13.

2,296. Provjerite stanje gumenih brtvila 1 u držaču za pakiranje. Ako su izgubili elastičnost, puknuće, rastrganje itd., Pečate treba zamijeniti.

instalacija
Ugradite radilicu obrnutim redoslijedom za uklanjanje, uzimajući u obzir sljedeće:
1. Prije instalacije za mast autohtonih i ručica igle, labav lišće radikalnih ležajeva i zabode podloške s motornim uljem i staviti na prednjem kraju stražnje radilice potisak za pranje klizni sloj na obraz radilice.
2. Prilikom ugradnje poklopca 2 prvog glavnog ležaja projiciranje stražnje podesivog prstena 1 mora ući u utor poklopca 2.

3. Postavite prstenastu prednju podlogu 2 na stezaljke 1, a antifrikcijski sloj prema van.
4. Razmakna podloga između zupčanika koljenastog vratila i prednjeg potisnog podloška ugrađena je s razmakom u rupu na strani usisne podloške. Nakon ugradnje zupčanika radilice, izmjerite njegov aksijalni razmak, koji bi trebao biti u rasponu od 0,125-0,325 mm. Jaz se mjeri između stražnjeg kraja lice udari perilice i radilice obraz, vratilo se mora pritisnuti do granice prema zamašnjaku.
5. Matice glavne nosive kape pritegnuti 100-110 Nm (10-11 KGF · m), naznačen time, da se primjenjuju za brtvljenje na navoj matice „Unigerm-9.”
6. zategnuti zamašnjak montiranje matice na 76-83 nm (7.6-8.3 KGF · m) i bravom savijanjem rub ploče za blokiranje na matice licu.
7. Okrenite radilicu prije spajanja klipnjače. Treba se lako rotirati, bez ometanja.