Ðom 238 oblozi veličine. Koje su dimenzije popravka koljenastog vratila?
Izrađen je od lijevanog željeza ili od legiranog čelika, oba su materijala vrlo jaka, ali nedostaci nastaju s vremenom, a samo da ih eliminiraju, trebaju ih popravak dimenzija radilice, To je svojevrsna tolerancija, na koju možete smanjiti debljinu vrata bez puno oštećenja snage dijela. I, budući da cerviks obično dolazi u interakciju s ležajevima, potonji se isporučuju s umetcima s redukcijom popravaka.
Kada mogu biti potrebne popravne dimenzije radilice?
Prije svega, razmislimo različite vrste kao i razlozi njihovog pojavljivanja. Ako je poremećena geometrija sjedala pod ležajnim ležajevima uređaja, treba očekivati brzo propadanje vratova. Drugim riječima, ako se taj proces promatra, razlog je, najvjerojatnije, onaj koji je gore naveden, ili u siromašnom materijalu samog vratila. Zbog lošeg kakvoće ulja ili nepravilne zamjene, vrata se mogu pojaviti na vratu, začepljeni uljni filtar može postati izvorom ove poteškoće ili, sasvim slabog, slabog tlaka u sustavu.
No, najčešći oblik oštećenja je ogrebotina na vratu (ne miješajte ih s pukotinama zbog metalnog umora, kada morate to učiniti morate promijeniti dio). Postoje takvi nedostaci zbog kontinuiranog rada osovine, osim toga, uzrok se može pokriti začepljenjem ulja strane čestice, Istodobno, obratite pažnju na dubinu ogrebotina, malih, do 5 mikrona, koje se mogu polirati, ali značajnije zahtijevaju brušenje, zbog čega se morate prebaciti na sljedeće dimenzije popravka radilice. Ponekad, s jakim trošenjem površine, dio se odmah smanjuje za dvije veličine.

Što je potrebno uzeti u obzir, mijenjanje veličine vratova nosa?
Cerviks je od dvije vrste - potporne i spojne šipke. Potonje, kao što je jasno iz naslova, oblikovane su tako da prenose translacijski gibanje spojne šipke na koljeno, tako da se pretvaraju u okretni moment. U stvari, ispada načelo bušotine, točnije, njegove zakrivljene ručke, u odnosu na koju se ljudska podlaktica može smatrati spojnicom. U standardnom motoru dimenzije vratila radilice odgovaraju 47,8 milimetara. Logično je da su i ležajevi i prstenovi klipnjača prilagođeni ovoj veličini. Međutim utrke tipa radilice je iznimka, ima promjer vrata 43 mm, što znači da zahtijeva posebne ležajeve i umetke za ugradnju odgovarajućih klipnjače.

Ali natrag na vrat i njihove nedostatke. Ako postoje takvi popravci mogu se provesti do 4 puta brušenjem, kao što je gore spomenuto. Prema tome, prije mijenjanja dimenzija popravka vratova radilice, pažljivo izmjerite dio i saznajte u kojoj mjeri se njegove promjene mogu dogoditi, a zatim unaprijed kupiti umetke s novim dimenzijama. Da bi se odredio stupanj istrošenosti može biti preko jaza između vrata i ležaja, koji, dosegnuvši 0.07-0.09 mm, s pogledom na smanjenje tlaka ulja i buke za vrijeme rada motora s unutarnjim izgaranjem, a što je manje od 0,03 milimetra može uzrokovati habanje gore opisano.

Koje su dimenzije popravka vratova radilice?
Okupljanje za mljevenje vrata vratila, unaprijed brinite o jezičcima, kada ih prvo popravite možete koristiti s padom od 0,25 milimetara. Ako je potrebno, naknadne dimenzije popravka vratova radilica može se mijenjati na 0,5, 0,75 i 1 milimetar, odgovarajući se mora kupiti i umetati. Naknadno poliranje povezano je s izravnim rizikom od uništenja osovine izravno u procesu, zbog čega je dimenzije 1.25 i 1.5 košuljica iznimno teško pronaći.
![]()
U procesu popravka, prvi bi trebao samljeti vrat baze, a na drugom mjestu - spojne šipke.

Priprema za popravak dijelova čisti, uklanjanje protuteža, ako je potrebno, u oknima s postavljanjem uravnoteženje središnje osi, da bi zatim popraviti arci časopise radilice bez mane. Vrlo je važno provjeriti osovinu za savijanje osi, kako bi se uskladilo s vremenom. Premlaćivanje ne smije prijeći 0,05 milimetara na središnjem vratu. Između ostalog, prije brušenja trebate produbiti šavove na rubovima utora uljnog prstena, postizavši širinu od 0,8 do 1,2 milimetara. Učinite to najbolje s čunjastom mlaznicom na bušilici s kutom od 60 do 90 stupnjeva. A ako postoji prilika za kupnju novog vratila, umjesto da popravite staru.
Sustav radi sasvim jednostavno, pogotovo ako ga pogledate korak po korak. U eksplozivnom izgaranju goriva u radnoj šupljini (komora za izgaranje) tlak se povećava. Budući da klip ima pečata u čaši, zatim bez izlaz, plin počinje gurati na svom avionu „cijeđenje” iz ( „dolje”). Kroz spojnu šipku, taj pritisak se prenosi na koljenastog momenta i povlači obraze prilikom kretanja. Budući da je cervikalni korijen fiksiran, obrazi ga ne pomiču, ali se okreću. Rezultat - toplinska energija je postala spin.
Međutim, to je vrijedno pojasniti nešto drugo - zbog inercije, trenja i otpora jednog ili više klipa, ako svi „koljena” su smješteni u istoj ravnini, vratiti „na izvorni” to će biti vrlo problematično. No, kao što smo rekli, tu je kutni pomak od „setove” obraz radikala vrata, koji su, zajedno s prisutnošću različitih stanja i vrijeme daje jedinstvenu smjesu paljenje, gladak i trajan rotaciju.
Značajke NM proizvoda
Ovisno o svrsi i karakteristikama radilice motora s unutarnjim izgaranjem YaMZ napravljen od različitih vrsta čelika - ugljični čelik, nikal-krom, krom-mangana, hromonikelmolibdenovyh i tako dalje. Važno je zapamtiti da je neophodna slom i naknadna zamjena sukladnosti marke s standardom proizvođača.
Pored ovih osnovnih komponenti, dizajn modernog koljenastog vratila uključuje nekoliko vrlo važnih uređaja. Dakle, na dršku i nožni prst dodaju se dodatne mase - u prvom redu, to je jaka plima, na drugom - "starijeg brata" protuteža. Svi zajedno tvore sustav za balansiranje, na koji su postavljeni posebni zahtjevi, tako da se prije sastavljanja cjelokupnog sklopa pažljivo uravnoteži u montaži.
Također, duž cijele duljine, postavljen je složeni lanac kanala i kanala, čime se omogućuje kvalitetno podmazivanje svih površina, osobito trenja. Naime, u ručicama se nalaze povećane šupljine koje služe za centrifugalno čišćenje ulja. U otvore ispod podnožja prstena postavlja se brtva u obliku samoljepljivih gumenih lisica.
To treba imati na umu da čak u istom modelu Yaroslavl vrat motoru proizveden u dvije različite nazivnih promjera, odnosno umeće, ležajevi, također, podložni su različiti i treba uzeti pažljivo u ovom trenutku, jer nepravilne instalacije, u većini slučajeva gotovo odmah dovodi do njihove okretanje. Rezultat takvog problema - remont Motor!
Općenito, pravilan odabir svih komponenata i sukladnost s instalacijom instalacije, kao i radom, jamstvo je dugoročne usluge. Ali ne uvijek smo prvi vlasnik automobila, što znači da nema jamstva da je prethodni vlasnik učinio sve što je potrebno. I opet, postoje situacije kada ništa ne ovisi o nama i popravimo motor, na primjer, zamjenom košuljica, pa čak i cijela radilica je još uvijek potrebna.
Trgovinska kuća "SpetsMash", ovo je specijalizirano poduzeće čiji je profil proizvodnja i prodaja rezervnih dijelova za teške opreme. Svi naši proizvodi su certificirani, certificirani proizvodi u Rusiji, koji su podložni službenom jamstvu proizvođača.
Cijene su adekvatne, postoji niz mogućnosti uštede - uštede bonusa, veleprodajni popusti i tako dalje. Plaćanje za kupnju može biti gotovinom i bankovnim prijenosom, postoje opcije s odgodom plaćanja. Ako je nemoguće pokupiti kupnju iz skladišta, isporuka će biti organizirana (u brojnim gradovima bez naknade). Komunikacija - telefonom, obrazac na mjestu i e-mail.
Stranica 1 od 2
Radilica je izrađena od čelika, izrađena je metodom vrućeg utiskivanja. Sve površine osovine su nitrirane i dubina nitriranog sloja nije manja od 0,35 mm. Radilica ima pet osnovnih nosača i četiri ručice. Na kotačima postoje spojne šipke (dvije za svaku). Korijen i ručice u procesu podmazivanja uljem pod pritiskom. Ulje se dovodi u korijenske nosače, a zatim, uz sklone kanale do karika. U koljenima se nalaze unutarnje šupljine zatvorene čepovima, gdje se ulje podvrgava dodatnom centrifugalnom čišćenju.
Uravnotežiti glavni ležaj motora i istovar pomicanjem mase inercijske sile klipova i štapove i neuravnoteženim centrifugalnih sila na obrazima protuteža koljenastog vratila su instalirani u skupštini sa osovinom koja je uravnotežen. Nadalje, balansiranje sustava uključuje dva udaljena mase, od kojih je jedna oblikovana je kao udubljenje na zamašnjak fiksiranim na stražnjem kraju koljenastog vratila, a drugi je protuteža montirana na prednjem kraju koljenastog vratila.
Aksijalno učvršćivanje osovine vrši se s četiri brončana prstena, postavljena u udubljenja stražnjeg korijenskog držača. Kako bi spriječili rotaciju, donji polu-prstenovi s njihovim utorima ulaze u igle, pritisnuti u poklopac stražnjeg glavnog ležaja.
Nožni prst i polužje radilice su zapečaćene gumenim samobitnim rukavima.
Na prednjem kraju koljenastog vratila se pritisne opremu radilice i prednjeg napona montiran maticu moment 176,4 do 294 Nm (18 - 30 KGF · m).
Radilice motora YAMZ-238BE2, YAMZ-238DE2 imaju konus na prednjem kraju. Središte je montirano na konus, na kojemu su fiksirana tekuća zakvačena zakreta i remenica. Kada popravci motora treba imati na umu da su šokovi i udubljenja na torzijske vibracije zaklopke ga onemogućiti, što će neminovno dovesti do pucanja radilice. Skladištiti i transportirati apsorber samo u posebnom spremniku u uspravnom položaju.
Na motorima YaMZ-238BE ugrađen je YAMZ-238DE radilica 238BE-1.005.009 (označavanje 238N-1005015-U), i na motore YaMZ 238BE2 YaMZ-238DE2 - radilica 238DK-1.005.009-30 (obilježavanje 238DK-1.005.015-30).
Radilica je označena u otkivcima na 5. obrazu.
Ručice radilice mogu biti od dvije nominalne veličine, pa su stoga moguće sljedeće vrste označavanja i upotreba odgovarajućih umetaka.
|
obilježavanje radilica vratilo |
238DK - 1005015-30 238N - 1005015-U |
238DK - 1005015-30 Š1 238N - 1005015 U-SH1 |
238DK - 1005015-30 K1 238N - 1005015-U K1 |
238DK - 1005015-30 Š1K1 1005015-U SH1K1 |
|
domaći |
||||
|
obilježavanje domaći rastresiti lišće |
236-1005170-B P1 236-1005171-B P1 |
236-1005170-B P1 236-1005171-B P1 |
||
|
domaći liner, mm |
||||
|
klipnjača |
||||
|
obilježavanje shatunnogo lađa |
P1 236-1004058-B |
236-1004058-B P1 |
||
|
shatunnogo liner, mm |
Napomena: Slova "DK", "H", "U", "SH", "K" i brojevi "30", "1" označeni su oznakom označenom metodom šokiranja.
Radilice motora YaMZ-236
Radilice motora YAMZ-236NE2, YAMZ-236 BE - čelik, izrađuju se metodom vrućeg utiskivanja. Kamere koljenastog vratila temperirane su grijanjem visokofrekventnim strujama.
Radilice imaju četiri vratila s polugom i tri poluge.
U drugom slučaju postoje unutarnje šupljine prekrivene čepovima, gdje se ulje podvrgava dodatnom centrifugalnom čišćenju. Ove šupljine su skloni kanali koji komuniciraju s poprečnim kanalima u molarnom vratu.
Uravnotežiti glavni ležaj motora i istovar inercijske sile reciprocatingly kreće mase klipa i klipnjače i neuravnoteženim centrifugalnih sila na obrazima protuteža koljenastog vratila su instalirani, s kojima Skupština je uravnotežen radilica.
Osim toga, sustav uključuje dva udaljena ekvilibrij mase, jednu koja je dizajnirana kao plime na zamašnjak, a drugi je protuteža montirana na prednjem kraju koljenastog vratila.
Aksijalno pričvršćivanje radilice YMZ-236 provodi se s četiri brončana prstena, postavljena u udubljenja stražnjeg korijenskog nosača. Kako bi spriječili rotaciju, donji polu-prstenovi s njihovim utorima ulaze u igle, pritisnuti u poklopac stražnjeg glavnog ležaja.
Nožni prst i polužje radilice su zapečaćene gumenim samobitnim rukavima.
Radilica 236HEEN-1005009 ugrađena je na motore (označavanje 236N-1005015-U). Radilica je označena na 5. obrazu. Ručice radilice mogu biti od dvije nominalne veličine, pa su stoga moguće sljedeće vrste označavanja i upotreba odgovarajućih umetaka.
Dimenzije radilice i umetaka motora YaMZ-236 HE2, YAMZ-236 BE
Radilicu 236H-1005015-U
Promjer unutarnjeg vrata, mm - 110-0,022
Radilicu 236H-1005015-U Sh1
Promjer unutarnjeg vrata, mm 110-0,022
Obilježavanje korijenskih umetaka 236-1005170-B i 236-1005171-B
Debljina korijenskog umetka, mm 2,965-0,012
Radilicu 236H-1005015-U K1
Promjer klipnjača, mm 88,00-0,022
Označavanje umetka za umetanje 236-1004058-V
Debljina spojne šipke, mm 2,490-0,012
Radilicu 236H 1005015-U SH1K1
Promjer unutarnjih vrata, mm 109,75-0,022
Označavanje korijenskih umetaka 236-1005170-B P1 i 236-1005171-B P1
Debljina posteljice, mm 3,090-0,012
Promjer klipnjače, mm 87,75-0,022
Označavanje umetka za umetanje 236-1004058-Р1
Debljina spojne šipke, mm 2,615-0,012
Umetci koljenastog vratila YMZ-236NE2, YAMZ-236BE
Umetci ležaja radilice i donji klipnjače (Sl. 5) se može ukloniti, tankih stijenki, imaju čeličnu baze i radni sloj olova bronce.
Slika 5. Ulaznice za ležanje imaju radilicu YMZ-236
1 gornji ležaj poluge ležaja; 2-niži glavni nosivi umetak; 3 velike krajnji ležajevi
Gornji i donji obloge glavni ležaj radilice nisu međusobno. U gornjem umetkom ima rupu za opskrbu uljem utor i za distribuciju.
Veliki kraj ležajevi su međusobno. Na motorima YaMZ BU-236, YMZ-236B, 236-YaMZ HE2 i YMZ-236N kroz otvor u košuljice ulje se dovodi na gornji čahurne glave i klipnjača klina.
zamašnjak YaMZ-236
Zamašnjak YMZ-236NE2, YMZ-236BE baci od sivog lijeva. Obilježen ručice u udubljenje na površini uzdužnog lijevanja.
Na motorima se može instalirati sljedeće vrste zamašnjaka
Zamašnjak za ugradnju motora dijafragme spojke jednom disku:
236-1005115-K (za nazubljenog vijenca sa modulom 4.25);
236-1005115-H (za nazubljenog vijenca sa modulom 3,75).
Zamašnjak za ugradnju motora na kvačilo twin-ploča:
236-1005115-F (za nazubljenog vijenca sa modulom 4.25);
236-1005115-A (za nazubljenog vijenca sa modulom 3,75).
Svi gore navedeni sklop zamašnjaka sa zupčastim krunama nisu međusobno međusobno, gdje su zamašnjake 236-1005115 i 236-1005115 K-G (za nazubljenog vijenca sa modulom 4,25) spajaju sa modelom starter 2501.3708-01 i zamašnjaka 236-1005115- H i-236-1005115 (prsten zupčanika s modulom 3,75) spajaju se u početnom 2501.3708-21 modela.
Zamašnjak vezan za radilicu YaMZ-236NE2, YaMZ-236BE vijka. Vijak ugrađen čeličnu ploču visoke tvrdoće (jedan u vijaka). Nedostatak vijci samootvorachivaniya uvjetom momenta 235-255 Nm (24-26 kg / m).
Za precizno fiksiranje zamašnjaka odnosu na časopise radilice dvije igle, tako da je otvor označen na zamašnjak i ploča mora se podudarati s pomak na klinu radilice.
Prema klin se nalazi u ravnini prvog poluge. Oznake na ploči u obliku točke biti izvan. Dvanaest radijalne rupe namijenjene za provertyvaniya radilice na prilagodbi motora. Pristup otvorima moguće je skinuti poklopac donjeg grotlo zamašnjaka stanovanja.
Crankpins od radilice YaMZ-236
Svaki dizanje radilica motora zamijeniti umetci čiste šupljine crankpins, nakon skidanja poklopca 2 (Sl. 6), koje su zatvorene šupljine. Zamijeniti novim čepovima, ponovno nije dopušteno.

Slika 6
Prije instaliranja utikači razrez metal izvijanje na rubovima rupe iz prethodnog raskernovki, isperite i puhati vratila prolaza nafte.
Utikači utiskivati dubinu od 5-6 mm od ruba rupe, nakon čega unstake unutar rupe na tri točke jednako razmaknutih na krug, kako bi se spriječilo nehotične pritiskom od kape.
Brušenje časopisa radilice za popravak veličine proizvoditi u pod uvjetom da veličina, Dok je osigurati da sljedeće uvjete:
Kada regrinding časopise osovine na dimenzije rekonstrukcije bi se dobila glatka radijus prijelaz 6-0,5 mm od rukavcima na obraz bez podrezana, snimanje oznake, gruba ogrebotina; Hrapavosti površina vratove ne bi trebala prelaziti 0,20 mm, polumjera fileti - 0,32 mikrona.
Veličina polumjera pedale osi koljenastog vratila mora biti 70 ± 0,12 mm.
Tolerancija paralelno osi sekundarne ručica časopise u odnosu na zajedničku os radilica časopisima ekstremnim ne prelazi 0,010 mm, paralelnost tolerancija letećem osi oko zajedničke osi krajnje radikal grla treba biti ne više od 0,03 mm u dužini od 100 mm ili 0,022 mm za duljinu vrata.
Oblina, konus i bačve konkavna autohtonog i crankpins nije dozvoljeno više od 0,005 mm.
Pukotine na površini radilice nije dopušteno. Odsustvo površine mana testirati magnetsko manu uz obavezno demagnetizacija.
Instalacija YaMZ-236 na radilici motora
Prilikom instalacije radilici motora kako bi se osiguralo da je veličina od nosivih ljuštura veličine vratila časopisima.
Prije instaliranja osigurati čistoću vanjske površine i unutarnje šupljine radilice, a druga od dodirnim površinama.
Podmažite vrat i radnih površina čistim motornim uljem. Kako bi se olakšalo postavljanje zamašnjak u ispravnom položaju u odnosu na radilicu u središte zamašnjak primjenjuje broj „6”, koji u kombinaciji sa sklopom broj „2” na kraju.
Poklopci radikal poshipnikov nisu međusobno; kada su instalirani kako bi bili sigurni da je pečat na poklopcu odgovaraju stigmu na blok.
Pritezanja kape glavni ležajevi početi s vertikalnim vijcima i učvrstiti u dva koraka s momentom nakon Ponovnim stezanjem 430 - 470 nm (43 - 47 kg / cm) i zatim učvrstiti u dva horizontalna vijci za konačni moment od 90 - 120 nm (9 - 12 kg / cm).
Prije zatezanja podesivi potiska ručica nosi uskladiti aksijalni zazor, što malo vuče vijke za kapica ležaja potez radilice YaMZ-236 HE2, YaMZ-236 BU nazad naprijed aksijalno dok se ne zaustavi pomoću polugu prvi unatrag, a zatim naprijed, usklađivanje položaj poklopca , Zatezanjem vijaka, sonda provjerite aksijalnu zračnost. To mora biti isti na obje strane poklopca.
Gear ručica može se zamijeniti bez skidanja radilice motora. Prilikom uklanjanja remenicu i prednji poklopac jedinice i ispred napona mjenjača komresirati striptizetu.
Prije postavljanja prednje napona opreme i zagrijava na temperaturu i sukcesivno 105-155ºS podpressovyvat leđima pomoću posebnog uređaja.
Klipni grupa motor YMZ-236NE2, YaMZ-236 BU
Štap (Slika 7.) - čelik I-profil, s kosim dnom priključak glave. Spojni sklop ispitnih motki na kraju pomiješa s poklopcem, tako da poklopac šipke nisu međusobno.
Na poklopcu i klipnjače putem kratkog zasuna otisnut serijski broj cilindra i s duge zasuna je utisnut uparen kao broj koji je jednak klipnjače i poklopca.
Na donjoj glavi štapa instaliran prijenosnih umetcima, a na vrhu - pritisnuta stalebronzovaya rukav. Rukavac se obrađuje nakon pritiska na pedale.
Na motorima YAMZ-236 BE2, YaMZ-236 HE2 set 7511.1004045-02 šipke (obilježavanja na štap 7511.1004045), u koji se povećao udaljenosti 15 mm između otvora na gornje i donje glave, kosine na gornjoj glavi je povećana na promjeru provrta 52 mm klip pin i izvan kanala ulja u kljun.
Gornja glava klipnjače pritisne stalebronzovaya 7511.1004052-21 rukavca s vanjskim promjerom od 56 mm.
Na YaMZ-236 BU motora YMZ-236B, YaMZ-236 i ne YMZ-236N kurble 236 montiran B3-1,004,045 (označen 236-1.004.045-B2) s prolaskom ulja u štap. Gornja glava klipnjače pritisne stalebronzovaya 840.1006026-10 rukavac s vanjskim promjerom od 54 mm.
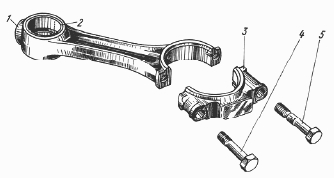
Slika 7. Rod-YaMZ 236BE, YMZ-236B, YMZ-236NE-236N i YaMZ
1 priključne šipke; 2, gornja glava rukavca; Poklopac 3; 4-kratko poklopac vijka; 5 dugo sidro kape
Klip i klip igle
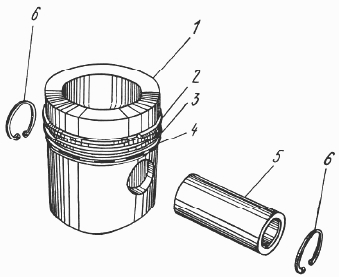
Slika 8. Klip-YaMZ 236NE2
1-klip; 2, na vrhu kompresije prsten; 3, drugi prsten kompresije; 4-strugač prsten; 5 klin klin; 6 prstene
Pistoni (slika 8) bacaju se iz eutektične aluminijske silikatne legure. Hlađenje klipa s uljem izrađeno je od fiksne mlaznice.
Na zavjesama klipa nalazi se utor za rashladnu mlaznicu. Na dnu klipa je izrađena komora za izgaranje. Pistoni su označeni u kalupu iznutra, na dnu. Na motorima se mogu ugraditi:
Klip 7511.1004015-10 s tri utora za klipne prstenove (dva za kompresiju i jedan za uklanjanje ulja). Utor gornjega kompresijskog prstena izrađen je od insekata od lijevanog željeza (kao što je "nirezist").
Komora za sagorijevanje je pomaknuta za 5 mm, bočna površina s podrezivanjem, ima pomicatelj. Na dnu su utori ispod ventila distribucije plina.
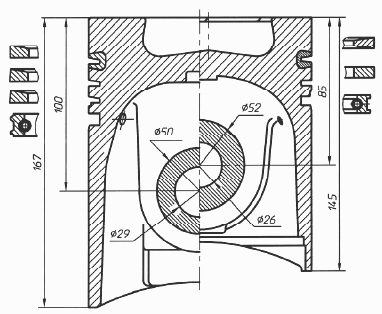
Klip 238NB-1004015-B4 s četiri utora za klipne prstenove (tri pod kompresijom i jedan za uklanjanje ulja). Utor gornjega kompresijskog prstena izrađen je pomoću umetka od lijevanog željeza (kao što je "nirezist") kako bi se poboljšala otpornost na trošenje.
Komora za sagorijevanje je pomaknuta za 5 mm, bočna površina s podrezivanjem, ima pomicatelj. Visina od dna do osi prsta povećava se na 100 mm. Promjer ispod klipnog klipa je smanjen na 50 mm.
Klip 238NB-1004015 je sličan prethodnom, samo on nema "nirezistovaya" umetkom ispod gornjeg kompresijskog prstena. Komora za izgaranje se pomakne za 5 mm, bez zamjenskog sredstva.
Veličina promjera sukne YMZ-236 klipova podijeljena je u skupine veličine:
Označavanje / promjer klipnog suknja, mm
238NB-1004015 / 7511.1004015-10
ANB - 129,80-129,82 / 129,85-129,87
BNB - 129,82-129,84 / 129,87-129,89
ZHNB - 129,84-129,86 / 129,89-129,91
Grupa veličine označena je na dnu klipa.
Klipni klip YMZ-236
Klipni štift je šuplja, plutajuća vrsta s cementiranom vanjskom površinom.
Kljun se umetne u rupu na klipu. Aksijalno kretanje prsta ograničeno je blokirajućim prstenima, koji su ugrađeni u posebne utore šupljina klipa. Klipni klip motora YAMZ-236NE2, BE2 nitriran i ima povećani vanjski promjer.
Mogućnosti za zapošljavanje rukav - prstenovi - klip
Glavna opcija
Rukav - fosfat 236-1002021-A5
Komplet prstenova - četveroručni set s gustom kromom (tvornička oprema)
Klip - s četiri utora i nirezistovoy umetak 238NB-1004015-B4
Prihvatljive opcije (kod popravka motora)
Rukav - nefosfatirani 236-1002021-A
Komplet prstenova - Set sa četiri kotača s poroznim kromom 236-1004002-A4
Klip - s četiri žljebove i s nirezistovoy umetkom 238NB-1004015-B4 ili bez umetka 238NB-1004015
Operacija u popravak motor radi može instalirati nove klipne prstenove u košuljici cilindra, koji je u dobrom stanju, samo korištenje klipni prsten postavljen s poroznim krom 236-1004002 A4
Klipni prstenovi YMZ-236
Klipni prstenovi izrađeni su od posebnog lijevanog željeza, podijeljeni, kromirani, postavljeni u utore klipa. Ovisno o zadatku u radnom procesu, prsteni su različitog dizajna i montirani su na klipu u potpunom redoslijedu u određenom redoslijedu.
Sljedeći setovi prstenova mogu se montirati na klipove:
Set s tri kotača 7511.1004002
- Prvi dio kompresije ima obostrani Trapezoidni pomaknut dolje cijev radna ploča krom gustu kroma. Broj prstena je 7511.1004030.
- drugi kompresijski prsten pravokutnog poprečnog presjeka, minijaturni premaz s gustom kromom. Broj prstena je 7511.1004032.
- prsten za uklanjanje ulja kutija s kromiranim radnim rubovima i ekspanterom opruge. Broj prstena je 7511.1004034.
Set sa četiri stupca
- prva kompresija ima jedan jednostrani trapez u svom odjeljku. Radna površina kromirana je gustom kromom. Broj prstena je 236-1004030-B.
Set sa četiri kotača 236-1004002-A4
- prva kompresija ima jedan jednostrani trapez u svom odjeljku. Radna površina je kromirana s poroznim kromom. Broj prstena je 236-1004030-A2.
- drugi i treći kompresni prsten imaju jedan jednostrani trapezium u sekciji, minute. Broj prstena je 236-1004032-A3.
- prstenovi za uklanjanje ulja kutija s kromiranim radnim rubovima i ekspanterom spiralne opruge. Broj prstena je 236-1004034.
Prilikom postavljanja klipnih prstenova obratite posebnu pozornost na točnu lokaciju. Riječ "Top" mora biti okrenuta prema dnu klipa.
Kako bi se osiguralo točno pričvršćenje tijekom montaže, klip i rukavac moraju biti odabrani iz jedne skupine dimenzija. U različitim cilindrima motora dopušteno je ugradnja setova klipova s različitim veličinama.
Označavanje rukavca - A, NSA, B
Označavanje klipova - BNB, F, SNB
Slika 9. Klip, klipni prsteni, prst YMZ-236
Lijevi klip 238NB-1004015-B4 prsten i prst na njega; desni klip 7511.1004015-10 prstenovi i prst na njega
Zamjena klipnih prstenova
Za zamjenu klipnih prstenova prvo rastavite klip s klipnjačom s glavom cilindra i uklonjenim paletama. Motori su opremljeni uljem hlađenim klipovima.
Prilikom rastavljanja klipne grupe na ovim motorima najprije uklonite mlaznice za hlađenje klipa kako biste spriječili njihovo slom.
Za lakše uklanjanje klipa, očistite debljinu s vrha rukavca spremnika s tintom. Skinite vijke s poklopca klipnjače, izvadite poklopac i uklonite sklop klipa s klipnjače s klipnjačom.
Odvojiti od stapajnice ukloniti prstene klipa, klip zatik se zagrije u uljnoj kupelji na 80 ° C i ukloniti klipa zatik.
Za uklanjanje trošenje klipne prstenove na pincetom prstena, spužva pinceta ući u ring za zaključavanje i cijeđenje ručicu za zaključavanje pincetu i lagano povući prsten iz utora i da ga ukloniti iz klipa.
Ugradite klipne prstenove obrnutim redoslijedom. Pažljivo očistite klip ugljičnih naslaga, štiteći ih od oštećenja (osobito krajnjeg lica žljebova ispod klipnih prstenova).
Prije montaže klipa YMZ-236 temeljito isprati sve dijelove i puhati uljne kanale komprimirani zrak, Montaža klipa s prstom vrši se laganim pritiskom ruke, dok je potrebno podmazati motor s uljnom rupom u klipu i prstu. Ne pritišćite prstom u klip.
Instalirati u čahuru klipnog cilindra sklop s klipnim prstenovima i šipki predkomprimirani prstena potonuće ih u utor klipa.
Za komprimiranje prstena upotrijebite iglu (Slika 10) s konusnom unutarnjom površinom i okovratnikom koji omogućuje pravilno centriranje vretena na košuljici cilindra. Nakon što je klip postavljen u svornjak, položite ga u košuljicu cilindra.

Slika 10. Vretenu za postavljanje klipa YMZ-236 u košuljicu cilindra
1-cilindarski košuljica; 2 - blok cilindara; 3 - uređaj za crpljenje; 4 - klipni prstenovi; 5 - klip
Prilikom montaže skupine klipa i postavljanja na motor, moraju se ispuniti sljedeći uvjeti:
Klip i rukavac moraju biti iste veličine.
Komprimirani prsteni trebali bi se postaviti s pečatom "vrhom" na dno klipa.
Zaključavanje susjednih klipnih prstenova za otapanje u suprotnim smjerovima u ravnini klipnog prsta.
Ugradite klip tako da je pomaknuta komora za izgaranje u klipu usmjerena u motor, prema crpki za gorivo.
Oznake uparivanja na spojnoj šipki i poklopcu trebaju biti jednake.
Nisu dopuštene prljavštine, prorez i nicanje na spojnoj šipki i krajevima poklopca.
Rubovi i potpornji glava. fiksiranje obuhvaća šipke Podmazivanje vijaka i učvrstiti u dva koraka, počevši s dugim vijka, prvi 100 Nm momenta (10 kg / cm) i na kraju ukazati 200 - 220 nm (20 - 22 kg / cm).