Причиной появления непровара стыкового шва трубопровода является. Основные дефекты сварных швов и их причины
В силу разных причин сварные соединения могут иметь дефекты, влияющие на их прочность. Все виды дефектов швов подразделяют на три группы:
- наружные, к основным из которых относятся: трещины, подрезы, наплывы, кратеры;
- внутренние, среди которых чаще всего встречаются: пористость, непровары и посторонние включения;
- сквозные - трещины, прожоги.
Причинами возникновения дефектов могут быть различные обстоятельства: низкое качество свариваемого металла, неисправное или некачественное оборудование, неверный выбор сварочных материалов, нарушение технологии сварки или неправильный выбор режима, недостаточная квалификация сварщика.
Основные дефекты сварки, их характеристика, причины возникновения и способы исправления
Трещины . Это наиболее опасные дефекты сварки, способные привести к практически мгновенному разрушению сваренных конструкций с самыми трагическими последствиям. Трещины различаются по размерам (микро- и макротрещины) и времени возникновения (в процессе сварки или после нее).
Чаще всего причиной образования трещин является несоблюдение технологии сварки (например, неправильное расположение швов, приводящее к возникновению концентрации напряжения), неверный выбор сварочных материалов, резкое охлаждение конструкции. Способствует их возникновению также повышенное содержание в шве углерода и различных примесей - кремния, никеля, серы, водорода, фосфора.
Исправление трещины заключается в рассверливании ее начала и конца, с целью исключения дальнейшего распространения, удалении шва (вырубанию или вырезанию) и заваривании.
Подрезы . Подрезы - это углубления (канавки) в месте перехода "основной металл-сварной шов". Подрезы встречаются довольно часто. Их отрицательное действие выражается в уменьшении сечения шва и возникновении очага концентрации напряжения. И то и другое ослабляет шов. Подрезы возникают из-за повышенной величины сварочного тока. Чаще всего этот дефект образуется в горизонтальных швах. Устраняют его наплавкой тонкого шва по линии подреза.


Наплывы . Наплывы возникают, когда расплавленный металл натекает на основной, но не образует с ним гомогенного соединения. Дефект шва возникает по разным причинам - при недостаточном прогреве основного металла вследствие малого тока, из-за наличия окалины на свариваемых кромках, препятствующей сплавлению, излишнего количества присадочного материала. Устраняются наплывы срезанием с проверкой наличия непровара в этом месте.


Прожоги . Прожогами называют дефекты сварки, проявляющиеся в сквозном проплавлении и вытекании жидкого металла через сквозное отверстие в шве. При этом обычно с другой стороны образуется натек. Прожоги возникают из-за чрезмерно высокого сварочного тока, недостаточной скорости перемещения электрода, большого зазора между кромками металла, слишком малой толщины подкладки или ее неплотного прилегания к основному металлу. Исправляют дефект зачисткой и последующей заваркой.
Непровар . Непровары - это локальные несплавления наплавленного металла с основным, или слоев шва между собой. К этому дефекту относят и незаполнение сечения шва. Непровары существенно снижают прочность шва и могут явиться причиной разрушения конструкции.

Дефект возникает из-за заниженного сварочного тока, неправильной подготовки кромок, излишне высокой скорости сварки, наличия на кромках свариваемых деталей посторонних веществ (окалины, ржавчины, шлака) и загрязнений. При исправлении нужно вырезать зону непровара и заварить её.
Кратеры . Это дефекты в виде углубления, возникающего в результате обрыва сварочной дуги. Кратеры снижают прочность шва из-за уменьшения его сечения. В них могут находиться усадочные рыхлости, способствующие образованию трещин. Кратеры надлежит вырезать до основного металла и заварить.


Свищи . Свищами называют дефекты швов в виде полости. Как и кратеры, они уменьшают прочность шва и способствуют развитию трещин. Способ исправления обычный - вырезка дефектного места и заварка.

Посторонние включения . Включения могут состоять из различных веществ - шлака, вольфрама, окислов металлов и пр. Шлаковые включения образуются тогда, когда шлак не успевает всплыть на поверхность металла и остается внутри него. Это происходит при неправильном режиме сварки (завышенной скорости, например), плохой зачистке свариваемого металла или предыдущего слоя при многослойной сварке.

Вольфрамовые включения возникают при сварке вольфрамовым электродом, окисные - из-за плохой растворимости окислов и чрезмерно быстрого охлаждения.
Все виды включений уменьшают сечение шва и образуют очаг концентрации напряжения, снижая тем самым прочность соединения. Дефект устраняют вырезкой и завариванием.
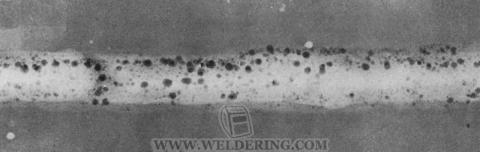
Пористость . Пористость - это полости, заполненные газами. Они возникают из-за интенсивного газообразования внутри металла, при котором газовые пузырьки остаются в металле после его затвердевания. Размеры пор могут быть микроскопическими или достигать нескольких миллиметров. Нередко возникает целое скопление пор в сочетании со свищами и раковинами.


Возникновению пор способствует наличие загрязнений и посторонних веществ на поверхности свариваемого металла, высокое содержание углерода в присадочном материале и основном металле, слишком высокая скорость сварки, из-за которой газы не успевают выйти наружу, повышенная влажность электродов. Как и прочие дефекты, пористость снижет прочность сварного шва. Зону с ней необходимо вырезать до основного металла и заварить.
Перегрев и пережог металла . Пережог и перегрев возникают из-за чрезмерно большого сварочного тока или малой скорости сварки. При перегреве размеры зерен металла в шве и околошовной зоне увеличиваются, в результате чего снижаются прочностные характеристики сварного соединения, главным образом - ударная вязкость. Перегрев устраняется термической обработкой изделия.
Пережог представляет собой более опасный дефект, чем перегрев. Пережженный металл становится хрупким из-за наличия окисленных зерен, обладающих малым взаимным сцеплением. Причины пережога те же самые, что и перегрева, а кроме этого еще и недостаточная защита расплавленного металла от азота и кислорода воздуха. Пережженный металл необходимо полностью вырезать и заварить это место заново.

При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
Приступим к подробному рассмотрению дефектов согласно классификации.
Дефекты группы 1 - Трещины
Трещины (100; Е)
- дефект сварного соединения в виде разрыва в сварном шве и (или) прилегающих к нему зонах
или
- несплошность вызванная местным разрывом шва, который может возникнуть в результате охлаждения или действия нагрузок ()
Трещины являются недопустимыми дефектами, так как являются концентратором напряжения и очагом разрушения. Это самые опасные дефекты сварного соединения, часто приводящие к его разрушению. Проявляются они в виде разрыва в сварном шве или в прилегающих к нему зонах. Сначала трещины образуются с очень малым раскрытием, но под действием напряжений их распространение может быть соизмеримо со скоростью звука, в результате чего происходит разрушение конструкции.
Чаще всего трещины проявляются при сварке высокоуглеродистых и легированных сталей в результате быстрого охлаждения сварочной ванны. Вероятность появления трещин увеличивается при жестком закреплении свариваемых деталей.
Образованию трещин
способствует повышенное содержание углерода в расплавленном металле, а также кремния, никеля и особенно вредных примесей серы, фосфора и водорода.
Причинами образования трещин чаще всего является несоблюдение технологии и режимов сварки. Это может проявляться, например, в неправильном расположении швов в сварной конструкции, что приводит к высокой концентрации напряжений. Большие напряжения в сварных конструкциях могут возникнуть также при несоблюдении заданного порядка наложения сварных швов.
Удаление трещин.
Поверхностные трещины в сварных конструкциях устраняются в следующем порядке: сначала засверливают концы трещины, чтобы она не распространялась дальше по шву, затем трещину удаляют механическим путем или строжкой, после чего место удаления дефекта зачищают и заваривают.
Внутренние трещины (как впрочем, и остальные внутренние дефекты) удаляют механическим способом или строжкой с последующей заваркой данного участка.
По происхождению трещины подразделяются на:
- холодные трещины
- горячие трещины
Холодные трещины возникают при температурах ниже 300°С, то есть сразу после остывания шва. Кроме того, холодные трещины могут возникнуть и через длительный промежуток времени. Причиной появления холодных трещин являются сварочные напряжения, возникающие во время фазовых превращений, приводящих к снижению прочностных свойств металла. Причиной появления холодных трещин может стать растворенный атомарный водород, не успевший выделиться во время сварки. Причинами попадания водорода могут служить непросушенные швы или сварочные материалы, нарушения защиты сварочной ванны. Холодные трещины на изломе имеют чистый блестящий вид кристаллов.
Горячие трещины появляются в процессе кристаллизации металла при температурах 1100 - 1300°С вследствие резкого снижения пластических свойств и развития растягивающих деформаций. Появляются горячие трещины на границах зерен кристаллической решетки. Появлению горячих трещин способствует повышенное содержание в металле шва углерода, кремния, водорода, никеля, серы и фосфора. Горячие трещины могут возникать как в массиве шва, так и в зоне термического влияния. Распространяться горячие трещины могут как вдоль, так и поперек шва. Они могут быть внутренними или выходить на поверхность. Горячие трещины на изломе имеют желтовато - оранжевый оттенок.
По размерам трещины подразделяются на:
- макроскопические
- микроскопические
Макроскопические трещины или просто трещины (100; Е) - видны невооруженным глазом или через лупу небольшого (2 - 4х - кратного) увеличения при визуальном контроле

Микроскопические трещины или микротрещина (1001) - трещина микроскопических размеров, которую обнаруживают физическими методами не менее чем при пятидесятикратном увеличении
По расположению трещины подразделяются на:
- продольные
- поперечные
Продольная трещина (101; Еа) - трещина сварного соединения, ориентированная вдоль оси сварного шва
Продольная трещина может располагаться :
В металле сварного шва (1011)



На границе сплавления (1012)

В зоне термического влияния (1013)



В основном металле (1014)

Поперечная трещина (102; Eb) - трещина, ориентированная поперёк оси сварного шва.
Поперечная трещина может располагаться:
В металле сварного шва (1021)


В зоне термического влияния (1023)

В основном металле (1024)

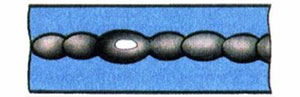
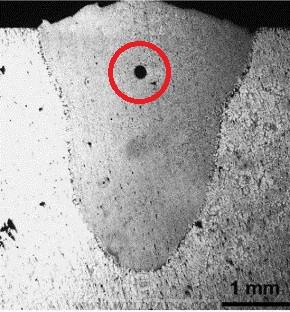
Газовая полость (200;А)
или
- полость произвольной формы, без углов, образованная газами, задержанными в расплавленном металле

Газовые полости образуются в сварочной ванне в виде пузырьков газа (водород, азот, окиси углерода и др.) которые застывают в металле при кристаллизации металла во время сварки.
Отличие газовой полости от газовой поры в форме т.е. пора имеет практически правильную шаровидную форму, а газовая полость имеет форму как указано на рисунке выше.
Газовая пора (2011; Аа) -
несплошность, образованная газами, задержанными в расплавленном металле. Имеет, как правило, сферическую форму
или
- газовая полость обычно сферической формы ( - 97)
Равномерно распределенная пористость (2012) - группа газовых пор, распределенных равномерно в металле сварного шва. Следует отличать от цепочки пор (2014)

Скопление пор (2013) - группа газовых полостей (три или более), расположенных кучно с расстоянием между ними менее трех максимальных размеров большей из полостей


Цепочка пор (2014) - ряд газовых пор, расположенных в линию, обычно параллельно оси сварного шва, с расстоянием между ними менее трех максимальных размеров большей из пор

Продолговатая полость (2015; Ab) - несплошность, вытянутая вдоль оси сварного шва. Длина несплошности не менее чем в два раза превышает высоту.

Свищ (2016; Ab) - трубчатая полость в металле сварного шва, вызванная выделением газа. Форма и положение свища определяются режимом затвердевания и источником газа. Обычно свищи группируются в скопления и распределяются елочкой.




Свищ образуется при случайных коротких замыканиях вольфрамового электрода или резком обрыве дуги, а также в результате неправильного гашения дуги при ручной и автоматической сварке.
Возможной причиной развития свища чаще всего является некачественная подготовка поверхности и присадочной проволоки под сварку.
Дефект обнаруживается визуально и подлежит переварке.
Исправить такой дефект можно только после полного удаления металла шва на этом участке.
Поверхностная пора (2017) - газовая пора, которая нарушает сплошность поверхности сварного шва


Усадочная раковина (202; R) - полость, образующаяся вследствие усадки во время затвердевания


Кратер (2024; К)
- усадочная раковина в конце валика сварного шва, не заваренная до или во время выполнения последующих проходов
или
- дефект сварного шва, который образуется в виде углублений в местах резкого отрыва дуги в конце сварки. В углублениях кратера могут появляться усадочные рыхлости, часто переходящие в трещины.



Кратеры обычно появляются в результате неправильных действий сварщика. При автоматической сварке кратер может появляться в местах выводных планок, где обрывается сварочный шов. Кратеры уменьшают рабочее сечение сварочного шва, то есть снижают его прочность. Кроме того, в кратерах могут возникать усадочные рыхлости, которые способствуют образованию трещин. Кратеры вырубают до основного металла, зачищают и заваривают.
Дефекты группы 3 - Твердые включения
Подобные включения ослабляют сечение шва, снижают его прочность и становятся зонами концентрации напряжений.
Места швов с твердыми включениями вырубают до здорового металла или удаляют строжкой и впоследствии заваривают.
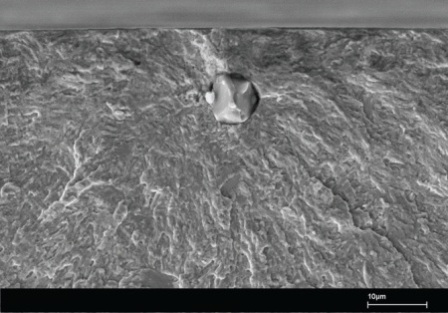
Твердое включение (300) - твердые инородные вещества металлического или неметаллического происхождения в металле сварного шва. Включения, имеющие хотя бы один острый угол, называются остроугольными включениями



Шлаковое включение (301; Ва) - шлак, попавший в металл сварного шва.


В зависимости от условий образования такие включения могут быть:
- линейными (3011)
- разобщенными (3012
- прочими (3013)
Шлак, образующийся при плавлении электродного покрытия или флюса, всегда всплывает на поверхность сварочной ванны. Шлак может оставаться внутри металла только при нарушении техники и технологии процесса (большим скорость сварки, неправильный наклон электрода, плохая зачистка ранее выполненного валика). Чаще всего шлаковые включения остаются в шве в результате подтекания шлака при выполнении корневых валиков и глубоких разделках. Сварка под флюсом кольцевых швов сопровождается шлаковыми включениями из-за несоблюдения рекомендуемой величины смещения электрода (зенита).
При сварке в защитных газах шлаковые включения встречаются редко. Шлаковые включения могут иметь размер до нескольких десятков миллиметров и поэтому являются очень опасными. Они уменьшают сечение шва и приводят к концентрации напряжений в нем.
Участок шва, на котором шлаковые включения превышают допустимые нормы, подлежит вырубке и переварке.
Флюсовое включение (302; G) - флюс, попавший в металл сварного шва
В зависимости от условий образования флюсовые включения могут быть:
- линейными (3021)
- разобщенными (3022)
- прочими (3023)
Флюсовые включения образуются из-за флюса, не вступившего в реакцию с расплавленным металлом шва и не всплывшего на поверхность сварного шва. Причиной образования флюсовых включений является использование флюса с большой грануляцией, завышение скорости сварки, случайном попадании гранул флюса в сварочную ванну.
Оксидное включение (303; J) - оксид металла, попавший в металл сварного шва во время затвердевания.
Оксидные включения получаются в результате образования труднорастворимых тугоплавких пленок. Чаше всего они возникают вследствие значительных поверхностных загрязнений или при нарушениях защиты сварочной ванны. Также окисные включения, могут возникать в металле шва из-за слабой их растворимости и слишком быстрого охлаждения.
Являясь прослойкой в массиве шва, оксидные включения резко снижают прочность сварного соединения и могут привести к. его разрушению под приложенной в процессе эксплуатации нагрузкой.
Металлическое включение (304, Н) - частица инородного металла, попавшая в металл сварного шва
Различают металлические включения из:
- вольфрама (3041)
- меди (3042)
- другого металла (3043)
Вольфрамовые включения возникают при нарушении зашиты сварочной ванны при сварке неплавящимся вольфрамовым электродом. Кроме этого, вольфрамовые включения возникают при коротких замыканиях или завышенной плотности тока. Особенно часто встречаются вольфрамовые включения при сварке алюминия и его сплавов, в которых вольфрам нерастворим.
Характерные признаки образования вольфрамовых включений - замыкания треск и резкая вспышка дуги. Расплавленный конец электрода при этом разбрызгивается и попадает в расплавленным металл в виде мелких (или одного крупного) включения. Если в момент замыкания металл шва был достаточно затвердевшим, вольфрамовое включение останется на его поверхности. Чаще всего электрод замыкается при отделении капли присадочного металла во время сварки стыков в различных (неудобных для сварки) пространственных положениях шва. Отделившийся от электрода кусок вольфрама увлекается расплавленным присадочным металлом внутрь шва.
Дефекты группы 4 - Несплавления и непровар
Несплавление (401) - отсутствие соединения между металлом сварного шва и основным металлом или между отдельными валками сварного шва.
Различают несплавления:
- по боковой стороне (4011)
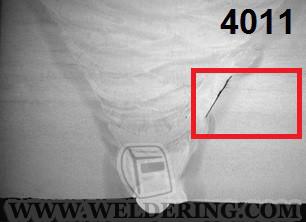

- между валиками (4012)

- в корне сварного шва (4013)

Несплавления образуются при дуговой сварке из-за того, что дуга не расплавила часть кромки стыка и не сформировала шов с ее участием.
Чаще всего несплавления образуются из-за неправильного выбора формы угла и разделки, плохо зачищенной поверхности кромок, из-за плохой зачистки шва между проходами, химической неоднородности металла, неправильных режимов сварки (маленькая сила тока, завышенная скорость сварки).
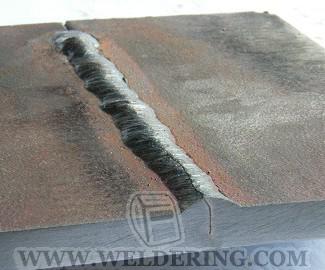
Непровар (неполный провар) (402;
D)
- несплавление основного металла по всей длине шва или на участке, возникающее вследствие неспособности расплавленного металла проникнуть в корень соединения
или
местное нарушение сплавления между свариваемыми элементами, между металлом шва и основным металлом или между отдельными слоями шва при многослойной сварке.



Неполное проплавление (непровар) в стыковых соединениях может возникать в середине сечения при двусторонней сварке или в корне шва при односторонней сварке, как без подкладки, так и на формирующей подкладке, за счет неравномерного ее прилегания.
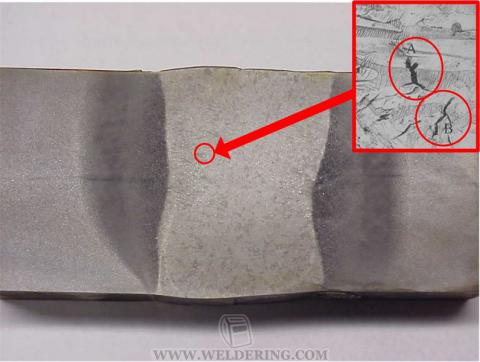
Характерной особенностью непровара являются его окончания, имеющие вид трещины, размеры которых, например для сплава АМг6, соизмеримы с межзеренными расстояниями. Непровар может также сопровождаться присутствием пор и оксидных включений.
В сварных соединениях, не чувствительных к непровару при статическом нагружении, ослабление сечения шва может быть скомпенсировано усилением или проплавом. Например, усиление шва в стыках труб из низкоуглеродистой стали с кольцевым непроваром по всей длине в корне шва при статических нагрузках полностью компенсирует ослабление сечения, создаваемое непроваром до 20 % от толщины стенки трубы. Сварные соединения, не чувствительные к непровару при статических нагрузках, могут снижать статическую прочность при секционной или многослойной сварке при низких температурах (- 60 - 70 °С). Это связано с повторным нагревом, который создает местную термопластическую деформацию и старение металла. В местах непровара снижается запас пластичности - охрупчивание, что ведет к резкому снижению прочности.
В результате непровара снижается сечение шва и возникает местная концентрация напряжений, что в конечном итоге снижает прочность сварного соединения. При вибрационных нагрузках даже мелкие непровары могут снижать прочность соединения до 40%. Большие непровары корня шва могут снизить прочность до 70%.
Непровар в корне шва происходит при недостаточной силе тока или при повышенной скорости сварки, непровар кромки шва - при смещении электрода с оси стыка, непровар между слоями - при плохой очистке предыдущих слоев, большом объеме наплавленного металла. Также причина образования непровара - плохая зачистка металла от окалины, ржавчины и загрязнений, малый зазор при сборке, большое притупление, малый угол скоса кромок, недостаточный сварочный ток, большая скорость сварки, смещение электрода от центра стыка.
Участки с непроварами приходится вырубать до основного металла, зачищать и вновь заваривать.
Группа 5. Нарушение формы шва
Нарушение формы (500) - отклонение формы наружных поверхностей сварного шва или геометрии соединения от установленного значения
Дефекты формы и размеров сварных швов снижают прочность и ухудшают внешний вид шва. Причины их возникновения при механизированных способах сварки - колебания напряжения в сети, проскальзывание проволоки в подающих роликах, неравномерная скорость сварки из-за люфтов в механизме перемещения сварочного автомата, неправильный угол наклона электрода, протекание жидкого металла в зазоры, их неравномерность по длине стыка и т.п. Дефекты формы и размеров швов косвенно указывают на возможность образования внутренних дефектов в шве.
Подрез непрерывный протяженный (5011; F) - углубление продольное на наружной поверхности валика сварного шва, образовавшееся при сварке


Подрез перемежающийся локальный (5012; F) - углубление продольное отдельными участками на наружной поверхности валика сварного шва


Подрезы приводят к ослаблению сечения основного металла и местной концентрации напряжений под влиянием рабочих нагрузок. При электродуговой сварке подрезы возникают при повышенном токе и напряжении дуги, а при газовой сварке - из-за повышенной мощности сварного пламени.
Подрезы часто образуются при сваривании горизонтальных швов на вертикальной плоскости. При ручной дуговом сварке угловых соединении причиной возникновения подрезов часто является неправильная техника выполнения швов, в частности неправильное положение электрода по отношению к оси шва, особенно при работе в стесненных условиях. Иногда подрезы образуются на внутренних валиках швов, выполненных аргонодуговой сваркой. Причиной их образования могут быть плохая сборка (смешение кромок), неточное ведение электрода по разделке.
Этот дефект обнаруживается визуально и при отклонениях выше установленной нормы полежит заварке тонким (ниточным) швов электродами малого диаметра.
Усадочная канавка (5013) - подрез со стороны корня одностороннего сварного шва, вызванный усадкой по границе сплавления

При сварке внутреннем валике иногда образуется усадочная канавка, расположенная по оси шва. Устранить ее можно уменьшением объема сварочной ванны. Для этого необходимо уменьшить притупление или изменить режим сварки увеличить ее скорость или уменьшить силу сварочного тока.
Превышение выпуклости стыкового шва (502) - избыток наплавленного металла на лицевой стороне стыкового шва сверх установленного значения

Превышение выпуклости углового шва (503) - избыток наплавленного металла на лицевой стороне углового шва (на всей длине или на участке) сверх установленного значения

В процессе сварки из-за неправильных режимов сварки, а также по ряду других причин (низкая скорость сварки, неудобное пространственное положение, однопроходная сварка в узкую разделку) при формировании шва избыток металла кристаллизуется в центре сварочной ванны в виде выпуклости, превышающей допустимые значения. Чрезмерную выпуклость другими словами называют превышением усиления шва.
Превышение выпуклости удаляют механическим способом - шлифовальным инструментом.
Превышение проплава (504) - избыток наплавленного металла на обратной стороне стыкового шва сверх установленного значения

Местное превышение проплава (5041) - местный избыточный проплав сверх установленного значения

Превышение проплава чаще всего возникает из-за плохой подготовки сварочных кромок (неодинаковый зазор в стыке, разной толщины металла по длине шва) и химической неоднородности свариваемого металла.
Неправильный профиль сварного шва (505) - угол α между поверхностью основного металла и плоскостью, касательной к поверхности сварного шва, менее установленного значения

Причины образования неправильного профиля сварного шва тождественны причинам превышения проплава.
Наплав (506) (он же наплыв) - избыток наплавленного металла сварного шва, натекший на поверхность основного металла, но не сплавленный с ним
![]()
Они могут быть местными - в виде отдельных застывших капель, а также иметь значительную протяженность вдоль шва. Причины образования наплывов - большой сварочный ток, слишком длинная дуга, неправильный наклон электрода, большой угол наклона изделия при сварке на спуск, плохая очистка свариваемых кромок. При выполнении кольцевых швов наплывы образуются при недостаточном или излишнем смещении электрода с зенита. В местах наплывов часто могут выявляться непровары, трещины и др.
Наплывы удаляют механическим способом, проверяя, нет ли в этих местах непровара.
Линейное смещение (507) - смещение между двумя свариваемыми элементами, при котором их поверхности располагаются параллельно, но не на требуемом уровне
![]()

Угловое смещение (508) - смещение между двумя свариваемыми элементами, при котором их поверхности располагаются под углом, отличающимся от требуемого

Натек (509) - металл сварного шва, осевший вследствие действия силы тяжести и не имеющий сплавления с соединяемой поверхностью.
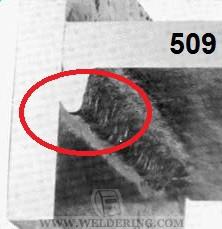
В зависимости от условий это может быть:
- 5091 натек при горизонтальном положении сварки ;
- 5092 натек в нижнем или потолочном положении сварки;
- 5093 натек в угловом сварном шве;
- 5094 натекание в шве нахлесточного соединения
Чаще всего натеки образуются при выполнении горизонтальных сварных швов на вертикальной плоскости. Причины образования натеков и методы их устранения одинаковы с наплавами (наплывами).
Прожог (510) - вытекание металла сварочной ванны, в результате которого образуется сквозное отверстие в сварном шве


Прожоги чаще всего образуются на тонкостенных соединениях или соединениях с подкладными полосами, кольцами, когда сварку выполняют на повышенном режиме или при увеличенном зазоре между кромками. В местах прожога металл окисляется и становится рыхлым, непрочным, неплотным. По возможности такие участки тщательно зачищают до полного удаления некачественного металла. В недоступных для зачистки местах, где могут появиться прожоги, при сварке первого слоя следует обдувать обратную сторону шва защитным газом. Прожог может образоваться при внезапной остановке подачи защитного газа. При сварке поворотных кольцевых стыков прожоги вызываются неправильным расположением электрода относительно зенита.
Прожоги являются характерным дефектом сварки тонкостенных изделий: обечаек сильфонных компенсаторов, труб гибких металлических шлангов, арматуры с трубами. В процессе сборки этих деталей особенно важно соблюдать требования по точности обработки сопрягаемых поверхностей и качеству сборки. Размеры ванны здесь настолько малы, что малейшее нарушение в обработке или сборке приводит к изменению теплоотвода, а значит, к резкому изменению нагрева. В результате чрезмерного нагрева свариваемых кромок ванна мгновенно разрывается, каждая кромка оплавляется самостоятельно и образуется прожог.
Прожоги исправляют путем их вырубки, зачистки дефектных мест и заваривания.
Неполное заполнение разделки кромок (511) - продольная непрерывная или прерывистая канавка на поверхности сварного шва из-за недостаточности присадочного металла при сварке


Неполное заполнение разделки кромок возникает при неправильно выбранных режимов сварки (силы сварочного тока, скорости сварки), а также при неправильном выборе разделки кромок. Устранить данный дефект можно после зачистки и заварки дефектного места.
Чрезмерная асимметрия углового шва (512) - чрезмерное превышение размеров одного катета над другим
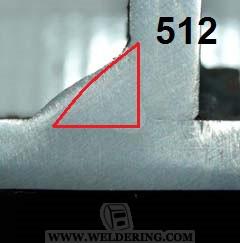
Чрезмерная асимметрия углового шва характерна при сварке металлов с различной теплопроводностью и неудобных пространственным положением сварки.
Нижеследующие дефекты в объяснениях не нуждаются т.к. причины возникновения неравномерной ширины шва, неровной поверхности, вогнутость корня шва заключается чаще всего в неправильно подобранных режимах сварки, неудобном положении при сварке, неправильным выбором разделки кромок.
Причины возникновения и методы устранения пор в корне шва идентичны газовым порам, а про дефект возобновление - все понятно из определения.
Неравномерная ширина шва (513) - отклонение ширины от установленного значения вдоль сварного шва


Неровная поверхность (514) - грубая неравномерность формы поверхности усиления шва по длине

Вогнутость корня шва (515) - неглубокая канавка со стороны корня одностороннего сварного шва, образовавшаяся вследствие усадки


Пористость в корне сварного шва (516) - наличие пор в корне сварного шва вследствие возникновения пузырьков во время затвердевания металла

Возобновление (517) - местная неровность поверхности в месте возобновления сварки

Группа 6. Прочие дефекты
Прочие дефекты (600) - все дефекты, которые не могут быть включены в группы 1 - 5
Случайная дуга (601) - местное повреждение поверхности основного металла, примыкающего к сварному шву, возникшее в результате случайного горения дуги.

Случайная дуга особенна, опасна для нержавеющих сталей т.к. может быть причиной начала коррозии. При сварке закаливающихся сталей случайная дуга может стать причиной образования трещин.
Брызги металла (602) - капли наплавленного или присадочного металла, образовавшиеся во время сварки и прилипшие к поверхности затвердевшего металла сварного шва или околошовной зоны основного металла.


Да, да, да брызги металла тоже является дефектом (особенно в это трудно вериться начинающим сварщикам). Брызги на сваренном металле не только портят внешний (товарный) вид шва, но и являются очагами образования коррозии для нержавеющих сталей и местом образования трещин для закаливающихся сталей.
Вольфрамовые брызги (6021) - частицы вольфрама, выброшенные из расплавленной зоны электрода на поверхность основного металла или затвердевшего металла сварного шва
Поверхностные задиры (603) - повреждение поверхности, вызванное удалением временно приваренного приспособления
Вышеуказанные дефекты 6 группы достаточно легко исправимы необходимо просто удалить шлифованием данные места до «здорового» металла.
Утонение металла (606) - уменьшение толщины металла до значения менее допустимого при механической обработке
Если вы перестарались с удалением дефектов и неожиданно обнаружили утонение металла, сильно не расстраивайтесь - просто выполните наплавку в данном месте с последующей механической обработкой.
Дефектами сварных швов называются различные отклонения от требований чертежа и технических условий, ухудшающие качество сварного соединения: его механические свойства, сплошность, герметичность и пр. Причинами дефектов могут являться неудовлетворительная свариваемость металла, плохое качество электродов, покрытий и флюсов, неправильные технология и режим сварки, недостаточная квалификация сварщика и др. По месту расположения в шве дефекты могут быть внешними и внутренними.
Степень влияния дефектов на прочность изделия зависит от их формы, глубины и расположения по отношению к действующим усилиям. Наиболее опасны вытянутые дефекты с острыми очертаниями, менее опасны — дефекты округлой формы. Чем больше глубина дефекта, тем сильнее его влияние на прочность соединения. В ответственных конструкциях недопустимы дефекты, глубина которых превышает 5—10% толщины основного металла. Дефекты, расположенные перпендикулярно растягивающему усилию, более опасны, чем расположенные параллельно или под небольшим углом к главному действующему усилию. Поэтому самое отрицательное влияние на прочность сварных соединений оказывают, например, такие дефекты, как трещины, расположенные по оси шва, и узкие, глубокие непровары.
Внешние дефекты. Отклонения по ширине и высоте швов. Причинами дефекта являются:
1) неудовлетворительная подготовка и подгонка кромок, вследствие чего расстояния между ними получаются различными и уширения приходится заполнять наплавленным металлом;
2) неравномерное перемещение электрода, горелки и проволоки, вследствие чего высота и ширина шва изменяются по длине;
3) несоблюдение установленного режима сварки.
Швы с подобным дефектом имеют плохой внешний вид; неравномерное распределение и усадка наплавленного металла шва могут вызвать деформации и напряжения. Выявляется дефект наружным осмотром и проверкой шва шаблоном; отклонения могут устраняться зачисткой с подваркой шва и срубанием излишка металла.
Наружные трещины (рис. 196, а, б), продольные и поперечные, могут быть в наплавленном и основном металле; в последнем случае они обычно расположены около шва в зоне термического влияния. Причинами образования трещин являются: напряжения, возникшие вследствие неравномерного нагрева и охлаждения, изменения структуры металла при сварке, повышенное содержание серы, фосфора, влияние водорода и пр.

Появлению трещин способствуют такие дефекты, как поры, непровары, включения шлака и т. п. Трещины появляются также при кристаллизации металла в процессе сварки. Возможность образования трещин тем больше, чем хуже сваривается данный металл. Участки швов с трещинами полностью вырубают или удаляют поверхностной кислородной (или воздушно-дуговой) резкой и заваривают вновь. Стыки трубопроводов, имеющие трещины длиной более 100 мм, полностью вырезают, и трубы заново сваривают.
Подрезы — уменьшение толщины основного металла в месте перехода к наплавленному (рис. 196, в, г). Этот дефект возникает при сварке излишне большим током или горелкой большой мощности. В месте подреза прочность сварного соединения понижается, так как подрезы служат местом концентрации напряжений. Подрезы устраняют дополнительной зачисткой и заваркой.
Незаплавленные углубления (кратеры), остатки шлака и неровная поверхность шва являются следствием недостаточной квалификации сварщика или небрежного выполнения сварки. Швы с большим количеством таких дефектов обладают пониженной прочностью, поэтому дефектные участки следует вырубать или вырезать до основного металла и заваривать вновь.
Наплывы (рис. 196, и, к) образуются при слишком быстром плавлении электрода и натекании жидкого металла на недостаточно нагретую поверхность основного металла. Наплывы могут быть расположены в отдельных местах или иметь большую протяженность и сопровождаться непроваром основного металла. Наплывы необходимо срубать или вырезать и проверять, нет ли в этом месте непровара.
Внутренние дефекты. Поры образуются вследствие поглощения расплавленным металлом водорода, окиси углерода и др., которые не успевают выделиться при застывании металла и остаются в нем в виде газовых пузырьков. Основной причиной появления пор является влажность электродного покрытия или неправильная регулировка пламени горелки. Поры могут появляться также в результате несоответствия химического состава присадочного и основного металла, наличия окалины и ржавчины на свариваемых кромках, выкрашивания каплеобразных включений металла и шлаков. Поры делают шов проницаемым для газов и жидкостей. Пористые швы при газовой сварке уплотняют проковкой при соответствующей температуре нагрева.
Если поры выходят на поверхность шва, их можно обнаружить при помощи лупы. Для выявления внутренних пор изделие испытывают под давлением водой, сжатым воздухом, смачиванием керосином или просвечиванием рентгеновскими или гамма-лучами.
Если шов должен быть плотным, то пористые участки вырубают до основного металла и вновь заваривают.
Шлаковые включения и окислы ослабляют сечение шва. Они образуются при сварке длинной дугой и окислительным пламенем.
Одиночные шлаковые включения и поры обычно не снижают механических свойств соединения. Цепочки и особенно скопления пор и шлаковых включений приводят к концентрации напряжений в данном месте и резкому снижению пластичности, вязкости и прочности наплавленного металла. В сварных швах ответственных конструкций допускаются лишь отдельные поры и шлаковые включения, а также небольшие скопления пор в количестве 5— 6 шт. на 1 см 2 сечения шва, глубиной не более 10—15% толщины металла.
Непровар корня шва (рис. 196, д, е) выражается в несплавлении наплавленного и основного металла в корне шва. Непровар резко снижает прочность шва и соединение становится ненадежным. В местах непровара концентрируются напряжения, которые еще более понижают сопротивляемость шва внешним нагрузкам, особенно ударным.
Влияние непроваров в стыковых швах, подвергаемых действию статических нагрузок, начинает сказываться при глубине их, составляющей 15% и более от толщины основного металла, и одновременном воздействии отрицательных температур. При непроваре, составляющем 25—30% толщины металла, пластичность металла сварного соединения снижается в 2—4 раза. Поэтому в стыковых швах при действии статических нагрузок глубина непровара не должна превышать 10—15% толщины свариваемого металла. При динамических нагрузках, а также в изделиях ответственного назначения наличие непроваров недопустимо.
Причинами непровара являются: недостаточный ток или малая мощность горелки; слишком быстрое перемещение электрода и горелки; попадание в шов пленки окислов или слоя шлака; неудовлетворительная зачистка кромок. Непровар появляется, если прогрев металла в корне шва затруднен, вследствие того, что кромки скошены под слишком малым углом или велико притупление кромок и отсутствует зазор между ними. Если по техническим условиям данное изделие не должно иметь непровар, то места швов, где имеется непровар, вырубают или удаляют поверхностной резкой, после чего шов в этом месте заваривают вновь.
Непровар кромки (рис. 196, ж, з) образуется: при сварке током недостаточной величины или пламенем малой мощности; при слишком быстром перемещении электрода или пламени вдоль свариваемого металла. В этих случаях наплавленный металл попадает на нерасплавленную поверхность основного металла; в результате этого сила сцепления между основным и наплавленным металлом будет столь незначительна, что валик шва может отделиться от кромки.
В изломе непровар всегда заметен, так как проходит темной полосой на границе между наплавленным и основным металлом. Обнаружить непровар кромки можно просвечиванием шва рентгеновскими или гамма-лучами. Дефектный участок шва удаляют вырубкой или поверхностной резкой и повторной заваркой.
Внутренние трещины возникают по тем же причинам, что и наружные. Продольные внутренние трещины часто образуются также в корне шва. Обнаружить внутренние трещины можно просвечиванием шва рентгеновскими или гамма-лучами. Участки шва с трещинами удаляют и заваривают.
При перегреве металл имеет крупнозернистое строение. Чем крупнее зерна, тем меньше поверхность их сцепления и ниже прочность и пластичность металла. Перегретый металл плохо сопротивляется ударным нагрузкам. Этот дефект можно исправить соответствующей термической обработкой.
Пережог характеризуется наличием в структуре металла шва окисленных зерен, обладающих малым взаимным сцеплением.
Пережженный металл хрупок и не поддается исправлению. Пережог возникает при избытке кислорода в пламени.
Пережженные участки шва полностью удаляют поверхностной резкой и заваривают вновь.
Администрация Общая оценка статьи: Опубликовано: 2012.05.17
Виды дефектов сварных соединений и причины их образования
В сварочном производстве принято выделять следующие типы дефектов (рисунок 3.15):
- Дефекты подготовки и сборки изделий под сварку.
- Дефекты формы шва.
- Наружные и внутренние дефекты.
Дефекты подготовки и сборки
Характерными видами являются неправильный угол скоса кромок в швах с V–, X– и U–образной разделкой, слишком большое или малое притупление по длине стыкуемых кромок; непостоянство зазора между кромками; несовпадение стыкуемых плоскостей ведущих к смещению кромок, слишком большой зазор между кромками, расслоения и загрязнения кромок.
Форма и размеры сварных швов обычно задаются техническими условиями, указываются на чертежах и регламентируются стандартами: конструктивные элементы b – ширина шва, высота усиления С и глубина провара h.
Основные дефекты – неравномерная ширина и высота усиления, местные бугры и седловины. Эти виды дефектов наиболее характерны при ручной электродуговой сварке.
Такие дефекты снижают прочность соединения и косвенно указывают на возможность образования внутренних дефектов.
Дефекты сварных соединений характеризуются как недопустимые, так и допустимые. Недопустимые дефекты вновь перевариваются.
Готовые сварные соединения прежде всего подвергаются внешнему осмотру на выявление внешних дефектов (трещины, ослабление шва, наплывы, подрезы, прожоги, местная ноздреватость, пористость и др.).
Трещины: горячие (технологические) и холодные. Горячие – в жестко закрепленных конструкциях легированных сталей (особенно при недостаточном качестве – Smax). Холодные – закалочная теория (С max) С экв =6,25 и водородная.
Наплывы образуются в результате стекания расплавленного металла на нерасплавленный металл.
Подрезы образуются по краям шва в основном металле (глубиной от десятых долей до нескольких мм). Прожоги – дефекты в виде сквозного отверстия в сварном шве (первый корневой слой или тонкий металл, или стекание через большой зазор).
Наличие скрытых внутренних дефектов в сварных соединениях контролируется различными физическими методами: просвечивание рентгеновскими лучами, просвечивание – лучами радиоактивных изотопов (кобальт – 60, цезий – 137), магнитографический метод, метод магнитного порошка и ультразвуковая дефектоскопия, контроль течеисканием.
Каждый из этих методов имеет свои специфические особенности, обуславливающие его чувствительность и область применения.
Рисунок 3.15 – Виды дефектов сварных швов и причины их возникновения
Испытание изделий на герметичность (ограничение проникновения жидкости или газа), или контроль течеисканием, выполняют применением легко проникающих сред (жидкостей или газов), хорошо различных визуально или с помощью приборов.
К внутренним дефектам относят поры, шлаковые включения, непровары, несплавления и трещины. Поры образуются вследствие загрязнений, влажности флюса или покрытия электродов, недостаточной защиты в среде защитного газа. Непровары из-за плохой зачистки кромок от окалины, ржавчины, шлака, блуждания дуги из-за магнитного дутья; неправильный выбор режима сварки (силы тока и напряжения дуги, скорости сварки) и т.п.
Кроме контроля качества внешним осмотром и с применением различных физических методов проверяется соответствие механических свойств и хим.состава сварных соединений требованиям технических условий и технологических инструкций по сварке на образцах – свидетелях.
Контроль качества исходных материалов, технологии и квалификации сварщиков
Для обеспечения высокого качества сварных соединений необходим контроль исходных материалов (основного металла, электродов, сварочной проволоки, флюсов, защитных газов и т.д.). Качество исходных материалов устанавливают на основании сертификатных данных, для чего определяют соответствие требованиям данного технологического процесса сварки изделий. При наличии внешних дефектов, а также при отсутствии сертификатов исходные материалы допускают только после проведения химического анализа, механических испытаний и испытаний на свариваемость.
При контроле основного металла особое внимание обращают на зоны, подлежащие к сварке – они должны быть очищены от грязи, масла, краски, ржавчины.
Прокат проверяют на наличие расслоений, окалины, равномерности толщины листа и т.д.
Электроды, сварочную проволоку проверяют выполняя пробную сварку для установления качества материалов по показателям характера плавления, легкость отделения шлака и качество формирования сварного шва. Они должны удовлетворять требованиям действующих ГОСТов.
Свариваемость – это свойство металла образовывать при установленной технологии сварки соединение, отвечающее требованиям, обусловленной конструкцией и условиями эксплуатации изделия. Свариваемость контролируют обычно в двух случаях: при выборе материалов и разработке технологии сварки, например, при стадии проекта или при технологической подготовке производства. Вторая проверка связана с возможными отклонениями показателей свойств основного металла, проволоки, партии электродов и флюсов от сертификатных значений.
Большое значение для обеспечения качества имеет контроль в процессе производства сварочных работ. Сюда относятся отмеченные выше методы контроля, включая контроль исправности сварочного оборудования и сварочных приспособлений и соблюдения установленных режимов сварки (по току, напряжению и скорости сварки). Такой контроль осуществляют технологи, мастера и другие инженерно–технические работники ответственные за работу данного участка, цеха, предприятия.
Тщательный планомерный контроль подготовки изделий под сварку и процесса сварки не будет эффективным без проверки уровня подготовленности сварщиков. Например, при сварке труб на монтаже более 70% брака возникает по вине сварщиков.
Для проверки квалификации сварщиков администрация предприятия организует квалификационную комиссию с участием инспектора Госгортехнадзора. Испытания должны проходить периодически. При этом проводят испытания по теории и практике сварочных работ с включением сварки образцов соответствующего изделия. Образцы сваривают в тех же условиях и пространственных положениях, что и реальное изделие (например, трубы – поворотные и неповоротные стыки). После внешнего осмотра сваренные образцы проверяют предусмотренными методами неразрушающего контроля, а также подвергают механическим испытаниям.
Количество образцов для испытаний регламентируются “Правилами аттестации сварщиков”.
Сварочный процесс, как и любой другой способ металлообработки, сопровождается образованием дефектов. Кристаллизация металла при формировании , химическая неоднородность металла, взаимодействие жидкого металла сварочной ванны с твердым металлом детали, с газами и шлаком, больше всего влияют на образование сварочных дефектов.
Сварочные дефекты могут быть вызваны как физико-химическими явлениями: кристаллизационные и холодные трещины, несплавления, неметаллические включения, поры, так и несоблюдением технологии сварки: подрезы, прожоги, непровары, отклонения геометрии шва и т. д. Сварные дефекты приводят к уменьшению прочности конструкций, нарушению их работоспособности и авариям.
Можно устранить изменением пространственного положения электрода. Сварка способом «на подъем», позволяет облегчить вытекание жидкого металла в хвостовую зону ванны расплавленного металла. И наоборот, сварка «на спуск», углом вперед, уменьшает глубину проплавления.
Добавление кислорода и углекислого газа в состав защитных газов при аргонной сварке также позволяет улучшить заполнение шва и устраняет подрезы. Увеличения жидкотекучести расплавленного металла и заполнения корня шва можно достичь предварительным нагревом деталей, использованием специальных флюсов и увеличением силы тока. Тщательная зачистка кромок перед проведением сварочных работ, удаление окисных пленок также уменьшают вероятность возникновения этого нежелательного дефекта.

Подрезы чаще всего образуются при автоматической сварке угловых швов, а также при скоростной сварке стыковых швов. Причиной может являться слишком высокое напряжение или увод электрода от оси шва, длинная дуга. Подрез представляет собой более глубокое проплавление одной кромки и образование канавки у второй кромки сварного шва.
Устраняют подрезы путем многоэлектродной сварки (при сварке продольных швов труб большого диаметра), предварительного подогрева деталей (для небольших изделий), сварки короткой дугой, уменьшением скорости сварки, применением тока шунтирования при сварке под флюсом и использованием электродов с высокими показателями смачиваемости расплавленного металла.

Несплавления по своей сути — это подрезы большой величины. Способы ликвидации несплавлений сварного шва такие же, как и подрезов.
Прожоги часто возникают при сварке конструкций небольшой толщины. Они представляют собой сквозные отверстия в теле шва. Для устранения прожогов применяют импульсную дуговую сварку, используют укрепляющие подкладки, уменьшают силу тока и увеличивают скорость сварки.

Неметаллические включения в сварном шве чаще всего встречаются в виде сульфидных и оксидных соединений. Это может произойти в результате растворения частиц покрытия электрода, проволоки или флюса в металле шва, оксидов с поверхности кромок деталей, образования оксидов с участием кислорода атмосферы.
Соответственно способы устранения этого дефекта заключаются в применении качественных электродов без окисленного стержня и осыпающейся обмазки, предварительно прокаленных; тщательной зачистке кромок; использовании защитных флюсов, флюсопаст и газов; вакуумировании; перемешивании шлака в процессе сварки. В случае многослойной сварки и наплавки необходимо тщательное удаление корки шлака с каждого предыдущего слоя шва.
Решающую роль в порообразовании определяет влияние водорода, азота и окиси углерода на процесс образования сварного шва. Нежелательные газы могут образоваться в результате плохой прокалки электродов, наличия загрязнений на сварочной проволоке и свариваемых кромках, сварки длинной дугой и использовании электродов с органическими покрытиями.
Для защиты от воздействия вредных газов атмосферы также применяются защитные газы и флюсы. В остальном способы ликвидации пор схожи с предыдущим видом дефектов. Эффективно также проведение сварки на постоянном токе обратной полярности.
Поры в сварном шве
Трещины - самый опасный дефект сварного шва. Особенно нежелательны трещины, возникающие вследствие наводороживания и наличия серы в металле шва. Во время эксплуатации дефектного сварного изделия может произойти их быстрый рост и аварийное разрушение конструкции. В теории сварочных процессов различают холодные, горячие, макро- и микротрещины.

Главной причиной их возникновения является наличие больших растягивающих напряжений в околошовной зоне и металле шва при их охлаждении. Сварка легированных, углеродистых сталей и чугунов часто сопровождается образованием трещин.
Для уменьшения растягивающих напряжений применяют термическую обработку до и после проведения сварки, сварку с подогревом матами, оптимизируют схему наложения швов (сварка короткими симметричными швами), применяют сварочные материалы с наименьшей усадкой и содержанием вредных примесей, сварку в защитных газах.


