Ako variť polypropylénové rúry a tvarovky. Rôzne spôsoby zvárania polypropylénových rúr
Spájkovanie polypropylénových rúrok sa vykonáva pomocou špeciálnych zariadení, ktoré poskytujú presnú kontrolu času a teploty taviacich sa častí. Pre systémy studená voda použitie studeného (lepiaceho) zvárania je povolené.
Ako si vybrať zariadenie?
Podľa tvaru všetkých zariadení na zváranie polypropylénové rúry rozdelené na:
- V tvare meča ("žehličky"): lacné zariadenia určené na zváranie rúrok s priemerom do 40 mm, s vykurovacím telesom vo forme dosky, do otvorov, do ktorých sa vkladajú párové dýzy - vymeniteľné spojky a tŕne. Teflónová vrstva zabraňuje prilepeniu plastov na kov. Používajú sa najmä na periodickú alebo jednorazovú prácu. Ak je výber na takomto zariadení, okrem jeho výkonu a spôsobov termoregulácie je potrebné skontrolovať stabilitu konštrukcie.
- Cylindrické: poloprofesionálne a profesionálne jednotky, v ktorých je vykurovacie teleso vo forme priameho alebo bočného valca. Zváračku v tvare písmena "L" s bočným valcom je možné použiť na spájkovanie na ťažko dostupných miestach.
Rýchlosť operácií priamo závisí od výkonu zariadenia. Pre jednorazovú prácu je lepšie zakúpiť nástroj strednej sily. Mali by ste sa zamerať na priemer rúr. Napríklad, ak je to 40 mm, toto číslo sa vynásobí 10 a pridá sa 20-40% okraj. To znamená, že 40 x 10 + 80 = 480 wattov. Číslo zaokrúhlime na 500 wattov. Pre rúry s väčším priemerom (napríklad 16 cm) bude potrebná profesionálna drahá jednotka s kapacitou 1800 - 2000 W.
Úroveň ohrevu, o ktorej sa informácie zobrazujú na displeji, sa nastavuje termostatom. Za presnejšie sa považujú zariadenia s elektronickými alebo mikroprocesorovými regulátormi teploty, ktoré umožňujú čo najpresnejšie meranie teploty. V kapilárnych a bimetalových termostatoch sa chyba merania zvyšuje.
Pre stavebný fén, ktorý sa používa v každodennom živote, nepotrebujete príliš veľa trysiek - stačí si kúpiť zariadenie s tryskami s priemerom 20, 25 a 32 mm. Okrem toho je problematické zvárať rúry s priemerom väčším ako 40-60 mm ručným nástrojom. Súprava spájkovačky môže obsahovať ďalšie nástroje: úkosovačku, frézu, holiaci strojček na odstraňovanie vystuženého plastu, kalibračné zariadenie, zastrihávač atď. Môžete si ich zakúpiť aj samostatne. 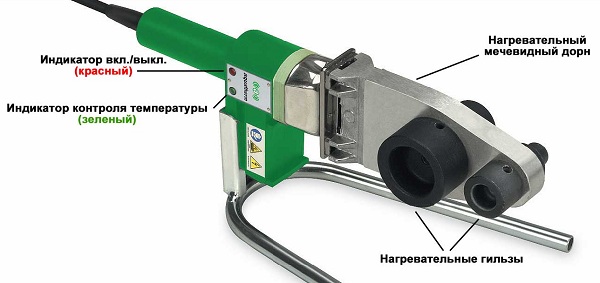
Procesná technológia
V závislosti od typu pripojenia je možné zváranie polypropylénových rúrok vykonávať:
- Zásuvka: podobným spôsobom sú v systémoch vykurovania a zásobovania vodou pripojené rúry malého priemeru (do 40 mm). Stredenie a stlačenie sú zabezpečené vypočítanými rozmermi potrubia a spojky alebo iného tvarovaného výrobku (T-kus, adaptér atď.). V normálnom stave je priemer potrubia o niečo väčší ako vnútorný priemer spojky; po ich roztavení a vynaložení malej fyzickej námahy rúrka vstúpi do spojky do hĺbky rovnajúcej sa hĺbke ohrevu, čím sa vytvorí silná a spoľahlivá zapínanie. Na polymerizáciu sa zachováva určitý čas.
- Tupo: na spájanie častí rovnakého typu a rovnakého priemeru. Konce rúr sú umiestnené na rovnakej osi, to znamená od konca ku koncu. V dôsledku súčasného zahrievania a mechanického stlačenia dielov dochádza k vzájomnému prenikaniu polypropylénu. Na dosiahnutie tohto efektu je potrebné použiť špeciálne stroje. V domácich podmienkach sa metóda nepoužíva, používa sa na zváranie hrubostenných rúr veľkého priemeru na diaľniciach.
Ručne spájať rúry s priemerom 4 cm a viac a centrovať ich je veľmi náročné. Na takúto prácu sa používajú elektrofúzne jednotky s vyrovnávacími zariadeniami. Takéto zariadenia pracujú v automatickom režime a sú to high-tech drahé zariadenia.
Aká teplota ohrevu je potrebná?
Na získanie pevného spojenia je dôležité určiť presnú teplotu ohrevu. Ak sa odchyľuje jedným alebo druhým smerom, existuje riziko poškodenia plastu počas prevádzky a vzniku netesností. Pri nízkych teplotách sa plast dostatočne neroztopí a držiak sa ukáže ako krehký. Pri jej prebytku sa zbytočne deformuje a v dôsledku tvorby priehybu sa zmenší priemer otvoru. Áno, a bude problematické vložiť do armatúry prehriatu a príliš zmäknutú rúrku.
Teplota vykurovacieho telesa sa nastavuje mechanickým (bimetalickým) alebo elektronickým termostatom. Ak práca s polyetylénom vyžaduje teplotný režim do 220 ° C (± 5), potom polypropylén sa zvára pri vyššej teplote 260°C. Odborníci odporúčajú pri kúpe zváracieho stroja okamžite nastaviť požadovanú teplotu a v budúcnosti ju už nemeniť. Na starých "spájkovačkách" to nie je vôbec regulované, ale takéto zariadenia sú celkom vhodné na použitie.
Doba ohrevu rúr závisí od ich priemeru. Musí sa presne dodržiavať:
- 20 mm: zahrievanie sa vykonáva nie dlhšie ako 6 sekúnd;
- 25 mm: na spájkovanie stačí 7 sekúnd;
- 32 mm: čas spracovania 8 sekúnd;
- 40 mm: zahrievanie 12 sekúnd.
Moderné stroje na zváranie polypropylénu sú vybavené svetelným alebo zvukovým výstražným systémom. Jediné, čo musíte urobiť, je nastaviť požadovanú teplotu a čas.
Pozor si treba dať aj na okolitú teplotu. V chladných miestnostiach sa čas ohrevu spájkovačky predĺži o 2-3 sekundy. Aj keď je lepšie vybrať tento čas empiricky. Pri teplote vzduchu pod +5°C sa doba ohrevu predĺži o 50%. 
Napriek zjavnej jednoduchosti - vyhrievané, spojené, chladené - pri zváraní polypropylénu existuje veľa bodov, ktoré by ste nemali vynechať:
- Pri úplnom nedostatku skúseností je lepšie najskôr cvičiť na kúsku potrubia, pretože zahriaty polypropylén si dlho neuchováva plasticitu, počas tejto doby je potrebné mať čas na spojenie prvkov bez skreslenia, ich pevné upevnenie a, v žiadnom prípade nemeňte ich polohu, počkajte na úplné vychladnutie.
- Rúry a tvarovky od rôznych spoločností, dokonca ani s rovnakým priemerom, by sa nemali zvárať dohromady – kvôli rozdielu v chemické zloženie spoľahlivé spojenie nebude možné.
- Na dosiahnutie rovnomerného rezu presne pod uhlom 90° používajte iba veľmi ostrý nástroj. Všetky otrepy sú starostlivo vyčistené.
- Musíte si kúpiť iba vysokokvalitný plast - pri výbere výrobkov od pochybného výrobcu môže dôjsť k úniku potrubia.
- Je zakázané pracovať na váhe - žehlička na zváranie musí mať stojan. Výhodnejšie je, ak má upevnenie na stôl vo forme skrutkovacej svorky.
- Keďže sa tvarovka zahrieva o niečo dlhšie, nasadí sa na trysku ako prvá.
- Príliš pomalý a oneskorený interval medzi ohrevom a inštaláciou by nemal byť - zváranie bude krehké.
- Rúrka musí byť zasunutá do tvarovky až na doraz, inak v mieste vzniknutej medzery pretečie z dôvodu zmenšovania hrúbky steny.
- Plastové výčnelky vytvorené počas procesu zvárania by sa nemali okamžite odstraňovať - nevychladený spoj sa ľahko deformuje. Aj keď, samozrejme, u skúseného majstra sa víry objavujú veľmi zriedkavo.
- Otáčajte, skrutkujte časti pri spájaní je zakázané, pohyb sa musí vykonávať iba v priamom smere.
- Nadmerná sila pri pripájaní je tiež neprijateľná - v dôsledku toho sa v potrubí môže vytvoriť veľký prítok plastu, ktorý bráni prechodu kvapaliny.
- Náhodne poškodenú armatúru treba vymeniť za novú, prispájkovanie s rúrkou je neprijateľné.
- Niektoré jednotky čínskej a tureckej výroby sú vybavené dvoma vykurovacími prvkami naraz so samostatnými spínačmi. Ale aby ste predišli riziku prehriatia polypropylénu, nemali by ste používať oba naraz, druhý ohrievač nech je len náhradný.
- Čas chladenia by sa mal približne rovnať času ohrevu. Toto obdobie neskracujte, inak bude spojenie krehké.
- Spoje rúrok nesmú byť znečistené - zváranie zaprášených a špinavých produktov môže viesť k strate pevnosti. Dodatočne zvárané hoblíky sú odmastené acetónom, benzínom alebo lakovým benzínom. Na tieto účely je zakázané používať obyčajnú vodku, pretože je schopná uvoľniť plast.
- Vniknutie vlhkosti je tiež neprijateľné. Keď sa v potrubiach nahromadí voda, naplnia sa soľou alebo strúhankou, na ich odstránenie po zváraní by sa mali dobre umyť.
- Pre systémy s horúca voda používa sa polypropylén vystužený fóliou alebo sklolaminátom. Pri odstraňovaní fólie stačí aj malý zostávajúci kúsok, aby sa pri prevádzke vytvorila netesnosť, treba ju odstrániť opatrne po celej dĺžke spájky. Odizolovanie sklenených vlákien nie je potrebné - tento materiál je veľmi dobre spájkovaný.
- Dôležitá je nielen čistota rúr, ale aj samotná spájkovačka. Po každej operácii sa musí zvyšný plast úplne odstrániť.
Zváranie za studena
Spájanie polypropylénu špeciálnym lepidlom ( zváranie za studena) nie je o nič menej trvanlivé ako upevnenie zvárané za tepla. Používa sa však len pre potrubia zásobujúce studenú vodu. Koniec koncov, lepidlo pod vplyvom vysokých teplôt je schopné zmäknúť.
Proces inštalácie je jednoduchý:
- Rúry sú narezané presne pod uhlom 90 ° a očistené od otrepov, prachu a nečistôt.
- Tvarovky a rúry sú označené tak, aby pri ich spájaní nezostala medzi dorazom tvarovky a rúrkou medzera väčšia ako 1 mm.
- Lepidlo je rozložené v tenkej vrstve na každý z dielov.
- Sú pripevnené k sebe.
- Spojenie je upevnené rukou v stacionárnej polohe po dobu 15 sekúnd.
- Vodu môžete pripojiť hodinu po zváraní za studena.

Podľa odborníkov využitie polymérové rúrky v zásobovaní teplom a vodou urobilo skutočnú revolúciu v stavebníctve. Hlavnými výhodami týchto materiálov sú vysoká odolnosť proti korózii; nevýznamná hmotnosť; v hladkosti vnútorného povrchu, ktorý poskytuje nižší hydraulický odpor v porovnaní s bežnými kovovými rúrami; relatívne nízke náklady (opäť v porovnaní s kovovými výrobkami); jednoduchosť inštalácie, vysoká odolnosť proti opotrebovaniu (životnosť polymérovej rúry môže byť 50 rokov alebo viac). Aj keď takéto potrubia majú určité nevýhody: odolnosť voči nízkej teplote, priepustnosť plynu, nízky prevádzkový tlak, veľká lineárna rozťažnosť a ťažkosti pri používaní spoľahlivých závitových spojov. To všetko výrazne obmedzilo ich použitie pri zásobovaní teplou vodou a vykurovaním, kým sa nevyvinuli nové typy materiálov, spôsoby inštalácie a technológie na výrobu polymérových rúr.
Hlavným materiálom na výrobu takýchto výrobkov je špeciálny typ termoplastického polyméru. Jedna výrobná linka polyetylénové rúry umožňuje výrobu vysokotlakových a nízkotlakových potrubí z rôznych polymérnych materiálov - polypropylén, polybutén, polyvinylchlorid atď. Napríklad polyvinylchlorid má takú kvalitu ako požiarna bezpečnosť, čo sa vysvetľuje vysoká teplota jeho zapálenie (+440°C) a kyslíkový index 60%. Hlavnou nevýhodou polyvinylchloridu je však zvýšená tuhosť tohto materiálu, čo značne komplikuje prácu s ním.
PVC vzniká polymerizáciou vinylchloridu. Dodáva sa v dvoch typoch - chlórovaný a nemäkčený polyvinylchlorid. PVC je pomerne odolný, ľahko použiteľný a odolný voči vonkajším vplyvom materiálov. Jeho rozsah je však obmedzený z dôvodu zvýšenej toxicity a rýchlej horľavosti. Z týchto dôvodov sa takéto potrubia používajú hlavne na odvodňovacie a kanalizačné zariadenia. Ale na druhej strane majú výrobky z PVC množstvo výhod: odolnosť proti korózii, nízka tepelná vodivosť, hladký povrch vo vnútri, tuhosť. Rovnako ako iné polyméry, PVC je odolný voči slnečné lúče, kyslíkotesné a vyžaduje použitie špeciálneho montážneho a zváracieho zariadenia.
Polyetylénové rúry sú lacné, ľahko sa zvárajú a ich výroba si nevyžaduje veľké investície. Nie sú však dostatočne tepelne odolné a trvácne, preto sa na vykurovanie používajú len zriedka (iba potrubia zo špeciálneho polyetylénu na zvýšené teploty). U nás prevláda výroba rúr z polyetylénu typu PE 63, aj keď na Západe sa rozšíril materiál novej generácie - PE100, ktorý je odolnejší a tepelne odolný. Pomerne veľký počet spoločností vyrába rúry z PE 80 u nás (napríklad Kazanorgsintez OJSC, Stavrolen LLC) a len niekoľko z PE 100 (príležitostne ich vyrábajú IDA Gaztrubplast a AOA Kuzpolimermash). Ďalším pomerne sľubným smerom vývoja je výroba polyetylénových rúr pre zvýšené teploty - PE-RT. Výrobky z tohto polyméru u nás zatiaľ predáva len poľská firma KAN. Ruskí podnikatelia sa však so zavedením rúr PE-RT do svojho sortimentu stále neponáhľajú, pretože sú príliš drahé (porovnateľné s nákladmi na rúry vyrobené z kov-plastu a PE-X) a zároveň majú v porovnaní s kovoplastovými výrobkami stále množstvo nevýhod (nižší tlak, stupeň odolnosti voči chlóru a pod.).
Okrem toho sa na výrobu rúr používajú tri modifikácie polypropylénu: PP-B blokový kopolymér, PP-H homopolymér a PP-R statický kopolymér propylénu s etylénom. Každý z týchto typov materiálov sa používa pre určité potrubia. Napríklad PP-N sa používa na výstavbu technologických potrubí, PP-B sa používa v kanalizačné systémy, a PP-R sa vďaka svojej vysokej pevnosti používa pri dodávke teplého tepla a vykurovaní. Polypropylén pri konštrukcii vykurovacích systémov však v Európe postupne ustupuje rúram na báze PE-X. U nás je stále populárny, keďže má dobrú zvárateľnosť. A táto výhoda kompenzuje pre domácich staviteľov všetky nedostatky: relatívne vysoká rýchlosť šírenia trhlín, tuhosť a vysoká lineárna tepelná rozťažnosť (v porovnaní s kovovo-plastovými rúrami). V systémoch zásobovania studenou vodou a kanalizácie však polypropylén prevažuje nad PVC, pretože má vyššiu chemickú a tepelnú odolnosť v porovnaní s PVC.
Lídrami na trhu polypropylénových rúr sú zahraniční výrobcovia Aquatherm a Polymelt Kunststoftechnik. Medzi ruské spoločnosti vyrábajúce polypropylénové rúry patria Stroypolimer, Borodino-Plast a Agrigazpolimer. Hlavná ťažkosť pri výrobe propylénových výrobkov spočíva v potrebe nákupu určitých surovín. Najlepšou surovinou je produkcia švédskej firmy Borealis, ktorá je však výrazne (asi o 150 eur za tonu) drahšia ako podobné suroviny od iných nemeckých, kórejských, maďarských a dokonca aj ruských firiem.
Spomínaný PE-X je takzvaný zosieťovaný polyetylén. Táto technológia na výrobu rúr sa objavila pomerne nedávno. Výhody sieťovaného polyetylénu spočívajú v lepšej rázovej húževnatosti pri nízkych teplotách, chemickej odolnosti, minimálnej dlhodobej pevnosti a odolnosti proti šíreniu trhlín po povrchu potrubia. Tento materiál je však nestabilný voči účinkom ropných produktov a produktov ich spracovania (oleje, rozpúšťadlá, tuky).
Účel potrubia a materiál, z ktorého je vyrobený, možno určiť jeho označením a sfarbením. Napríklad čierne rúry sú vyrobené z polyetylénu, oranžovej a žlto-ružovej - z polyvinylchloridu, šedej - z polypropylénu. Pri výrobe sú rúry označené vo forme viacfarebných pruhov. Pozdĺžne nanesené pruhy modrej a modrej farby označujú potrubia pre prívod studenej vody a pruhy biela farba potrubia sú označené v systémoch vykurovania a teplej vody. Pre plynovody sa používajú žlté rúry. Na výrobu rúr z polymérnych materiálov sa používa extrúzna linka na výrobu polyetylénových rúr. Plynové potrubia sú zvyčajne žlté.
Na výrobu rúr z polymérnych materiálov sa používajú špeciálne extrúzne linky na výrobu polyetylénových rúr. Takéto vybavenie sa zvyčajne vyrába na objednávku s prihliadnutím na požiadavky klienta. Funkčnosť a vybavenie linky priamo závisí od viacerých faktorov. Predovšetkým je potrebné vziať do úvahy typ materiálu, z ktorého budú rúry vyrobené, potrebu označenia značiek (to sa robí aj na automatizovanom zariadení), požadovaný výkon zariadenia, rozmery časti potrubia. a hrúbku ich stien.
Z technologického hľadiska je proces výroby rúr z polymérnych materiálov pomerne jednoduchý a nevyžaduje veľa času na školenie pracovníkov (za mesiac môžu dobre pochopiť všetku múdrosť). Výrobná linka na výrobu polymérových rúr extrúziou funguje na princípe kontinuálneho a uzavretého cyklu. Skladá sa z niekoľkých hlavných prvkov. Jednozávitovkový extrudér je závitovkový lis, v ktorom sa pomocou tvarovacej hlavy formuje homogénna hmota polymérnej hmoty, ktorá sa proporcionálne rozdelí na niekoľko častí (ich presný počet závisí od dĺžky a šírky rúry). Extrudér je poháňaný pohonom. Hlavy vysokorýchlostných rúr sú navrhnuté v špirálovom prevedení, aby sa zabezpečila požadovaná extrúzia. Ovládajú aj teplotu. Používa sa vákuový kalibrátor stlačený vzduch, ktorý tvorí priemer potrubia. To je dôležité najmä pri výrobe vodovod, keďže umožňuje prehľadne kalibrovať ich vnútorný priemer, ktorý je nevyhnutný pre presné dokovanie. Existujú dva typy chladiacich sekcií: so zavlažovacím systémom alebo s úplným ponorením potrubia do vody. Hlavná vec je, že chladenie prebieha rovnomerne, inak je vysoká pravdepodobnosť uzavretia manželstva. Ťahacie zariadenie odoberá produkt z hlavy a ťahá ho cez chladiacu časť. Tieto zariadenia môžu byť rôzne druhy, v závislosti od veľkosti potrubia: vo forme reťazí, pásov alebo valčekových konštrukcií. Rezacie zariadenie je elektrická píla, ktorá môže byť buď kruhová alebo pásková. Potrubie sa rozreže na kusy požadovanej dĺžky. Markirator umiestni na povrch potrubia informácie o dĺžke, hrúbke a priemere výrobku.
Surovinou je granulovaný plast, ktorý je umiestnený v priehradke zásobníka extrudéra. Toto oddelenie obsahuje prstencové ohrievače a šnek, ktorý roztaví granule a vytvorí homogénnu viskóznu zmes. Roztavené pelety sa privádzajú do vytláčacej hlavy, cez ktorú sa vytláčajú pod vysoký tlak, čím sa vytvorí budúci produkt. Vytvarovaná polypropylénová rúrka je odoslaná na vákuovú kalibráciu, kde je jej časť kalibrovaná pomocou vákua. Tam je obrobok vystavený primárnemu chladeniu. Potom sa potrubie pohybuje cez chladiace komory, kde sa nakoniec ochladí a potom sa rozreže na kusy danej dĺžky. Aby sa zabezpečilo ťahanie dlhej rúry, používa sa špeciálny ťažný mechanizmus s húsenicami. Pomocou tohto mechanizmu sa rúry vytiahnu bez poškodenia. Na prácu s linkou sú potrební 1-2 operátori na zmenu.
Takáto linka umožňuje výrobu rúr s priemerom 15 až 63 mm. Ročná výrobná kapacita bude od 115 000 do 310 000 lineárnych metrov v závislosti od hrúbky produktov. Inštalovaný výkon kolektorov prúdu je 20 kW a spotreba vody je 1 meter kubický. meter za deň. Na umiestnenie linky budete potrebovať plochu 120-150 metrov štvorcových. metrov. K tomu pripočítajte plochu administratívnych a občianskych priestorov (20-25m2) a rozlohu priľahlého územia (50-70m2). Náklady na takúto linku sú od 3 miliónov rubľov. Drahšie možnosti budú stáť 150 000 dolárov alebo viac. Pri kúpe linky (hlavne lacnej) si všímajte, či obsahuje jednotku na prípravu vzduchu (vzduchový kompresor a filter). Niekedy pre linku v základnej konfigurácii môže byť potrebné zakúpiť tlačiareň na označovanie hotových výrobkov, chladiacich jednotiek atď.
Celková výška investícií na vytvorenie vlastnej výroby polymérových rúr bude viac ako 6 miliónov rubľov. Táto suma zahŕňa prenájom priestorov, nákup vybavenia, platy zamestnancom, nákup surovín. Doba návratnosti závisí od ziskovosti, ktorá sa môže značne líšiť (maximálne do 20 – 25 %). V priemere sa takýto podnik splatí do 2 až 2,5 roka. Zvážte však vysokú úroveň konkurencie v tomto segmente. Je pravdepodobné, že doba návratnosti sa predĺži, ak nedokážete zabezpečiť predaj svojich produktov na začiatku vašej výroby. priaznivé ceny. O hľadanie distribučných kanálov by sa preto malo postarať už vo fáze zostavovania podnikateľského plánu.
Éra kovových vodovodných potrubí je dávno preč. Materiál ako polypropylén, ako aj technológia zvárania polypropylénových rúr, sú v popredí našej doby, pokiaľ ide o inštaláciu vodovodných systémov, vykurovania atď. v dome alebo byte.
Obyvatelia starých výškových budov začali na prelome storočí meniť kovové rúry za plastové, ktoré v tom čase ešte zďaleka neboli dokonalé a dnes si vyžadujú ďalšiu výmenu. Štatistiky ukazujú, že dnes je viac ako 70 % potrubí vyrobených z polypropylénu.
Na svoju cenu sú polypropylénové rúry lacnejšie ako kovové rúry, pričom životnosť takýchto rúr je oveľa dlhšia a vynaložené úsilie na ich inštaláciu je neporovnateľne menšie. Okrem iného je hmotnosť polypropylénu najnižšia spomedzi všetkých polymérov a dokonca aj polyetylénu.
Táto skutočnosť, respektíve ovplyvňuje zníženie nákladov na dopravu materiálu, navyše kompaktnosť materiálu možno dosiahnuť investovaním rúr menšieho priemeru do výrobkov s veľkým.
Ak chcete zmeniť stúpačku alebo sa nemusíte ponáhľať zavolať pánovi - všetku prácu môžete urobiť sami, samozrejme, ak máte túžbu a voľný čas.
Práca s polypropylénovými rúrami
K dnešnému dňu bola vyvinutá technológia na inštaláciu polypropylénových rúr, ktorá zahŕňa montáž rúrok rôznych priemerov, ako aj všetky potrebné spojovacie prvky, obtoky, inklúzie, upevnenie a uzatváracie ventily.
Kompletná zostava systému je navrhnutá tak, že umožňuje navrhnúť schému potrubia akejkoľvek konfigurácie a zložitosti. Jedinou nevýhodou polypropylénových potrubí, a to aj nepriamo, je nemožnosť spoja so zváraným spôsobom pripojenia.
Preto technológia spájania polypropylénových rúr vyžaduje maximálnu montáž, aby sa predišlo chybám pri montáži.
Nováčika v tomto biznise však čaká množstvo možných prehliadnutí súvisiacich najmä s nepozornosťou či zbrklosťou. Pred zváraním potrubných prvkov je potrebné niekoľkokrát overiť správnosť ich výpočtov a rozmerov.
Teraz ohľadom spájkovania - spôsobu spájania polypropylénových rúr s tvarovkami a konštrukčnými detailmi. Nástroj, ktorým sa vykonáva zváranie, sa ľudovo nazýva spájkovačka. A hoci je tento názov z technologického hľadiska nesprávny, takýto jednoduchý a zrozumiteľný pojem sa udomácnil a začal používať aj medzi profesionálmi.
Proces zvárania polypropylénových rúr je nasledujúci:
- zvárací stroj (spájkovačka) súčasne ohrieva obe časti, ktoré sa majú zvárať;
- pripojte ich;
- po krátkom čase ochladenia sa hotová zmes vyberie z prístroja.
Takýto zvarový spoj má takú tesnosť a pevnosť, že vydrží takmer akýkoľvek tlak.
Zváračka na PP-R rúry
Súčasťou súpravy na zváranie polypropylénových rúr je samozrejme zváračka, ktorá je svojou konštrukciou veľmi jednoduchá a od konštrukcie bežnej žehličky sa mierne odlišuje, snáď okrem dizajnu.
Zariadenie pozostáva aj z termostatu, vyhrievacej platne a rukoväte. Vyhrievacia doska má dva otvory, ktoré umožňujú upevnenie zváraných prvkov v nej.
Keďže pri zváraní polypropylénových rúr sa zvyčajne používa samotná rúra a niektorá konštrukčná časť (tvarovka), do ktorej sa rúra vkladá, pár zváracích prvkov (dýz) prístroja sa líši aj vzhľadom.
Najpopulárnejšie potrubia, ktoré sa používajú pri vykurovaní domácností a vodovodné systémy, uvažujú sa výrobky s vonkajším priemerom 32 a 20 mm. Označenie priemeru je k dispozícii na každom polypropylénovom výrobku.
Štandardná súprava na zváranie polypropylénových rúr obsahuje spravidla štyri páry zváraných prvkov, ktoré vám umožňujú vyriešiť takmer akýkoľvek problém - od 20 do 40 mm v priemere.
Sú potiahnuté teflónovým povlakom, ktorý robí nezávislá produkcia toto zariadenie nie je možné. A to aj vtedy, ak sa vám podarí vyrezať prvky na sústruh, čo nebude ťažké, pri zahriatí bez teflónového povlaku sa plast prilepí na kov.
Nuansy zváracích rúrok vyrobených z polypropylénu

- Jednou z hlavných požiadaviek, ktorá sa často ignoruje, je odmasťovanie povrchov zváraných prvkov. Samozrejme, zváranie môže byť vykonané bez neho, ale kvalita spojenia bude oveľa nižšia.
Pred začatím procesu by sa mal koniec rúry a vnútorný povrch prvku tvarovky utrieť alkoholom. Pomáha tiež odstraňovať z povrchu jemné abrazívne a prachové častice, ktoré negatívne ovplyvňujú celistvosť teflónového povlaku trysiek zváračky.
Pred priamou inštaláciou vyžadujú aj povrchy trysiek kontrolu a ošetrenie liehom, aby sa zabránilo prilepeniu roztaveného plastu, pri následnom mechanickom odstránení ktorého môže dôjsť k poškodeniu teflónu.
- Označenie hĺbky výsadby polypropylénových rúr je min dôležitý bod, čo je potrebné vziať do úvahy pri zváraní polypropylénových rúr.
Kovania rôznych kalibrov vyžadujú rôzne hĺbky zváraný spoj. To znamená, že hĺbka pomocou posuvného meradla alebo pravítka.
V tomto prípade nedôjde k chybe so zavedením potrubia do otvoru pripojeného prvku hlbšie, ako je položený. V opačnom prípade môže byť prierez priechodného otvoru zúžený alebo môže byť potrubie úplne utesnené.
Poradte! Ak sa chcete naučiť správne spájkovať plastové rúrky- pomôcť vám môže video na internete alebo návod, ktorý ste dostali so zváračkou.
- Označovanie rúr je spravidla veľmi problematická úloha. Hĺbka výsadbových prvkov je určená odborníkmi podľa oka, ale takáto skúsenosť je možná len po dlhšom cvičení a nie pre každého.
Na uľahčenie úlohy sa často vyrába špeciálne zariadenie, ktoré umožňuje nielen uľahčiť proces merania, ale aj ušetriť čas. Takéto zariadenie pre rúrku s priemerom 20 mm je vyrobené z kusu rúrky s priemerom 32 mm.
Pri hĺbke výsadby 20 mm rúry pri 15 mm je potrebné vyrezať krúžok široký 15 mm z rúry 32 mm. Krúžok môže byť použitý na presné označenie čiary označujúcej hĺbku výsadby, čo je veľmi výhodné, keď je potrebné zváranie. Vysoké číslo prvky medzi sebou.
Značkovací krúžok je možné vylepšiť plastovým alebo kartónovým dnom, čo zníži zložitosť procesu označovania na minimum. Podobné krúžky je možné vyrobiť pre polypropylénové rúry všetkých priemerov, s výnimkou najväčšieho.
Zvyčajne na stôl alebo podlahu. Ale niekedy pri montáži potrubia je potrebné zvárať potrubia na mieste inštalácie. Potom je ešte jeden pár rúk jednoducho nevyhnutný.
Asistent by mal byť oboznámený s tým, ako správne zvárať polypropylénové rúry.
V procese zvárania rúr vyrobených z polypropylénu by ste v žiadnom prípade nemali váhať. Čas ohrevu prvkov, ktoré sa majú pripojiť, ktorý je uvedený v príslušnej tabuľke pre každý priemer, sa musí prísne dodržiavať, najmä ak sa zváranie vykonáva na mieste, a nebude možné skontrolovať kvalitu spojenia.
Najbežnejším nedodržaním je prehrievanie dielov, čo má za následok zúženie časti potrubia.
Poradte! Pri zváraní rúrok na mieste by mala jedna osoba držať zvárací stroj a druhá by mala spojiť rúrku a armatúru najskôr dýzami zváranými za tepla a potom navzájom. Samostatne nie je vždy možné súčasne odstrániť rúrku aj tvarovku z spájkovačky. Jedna vec môže zostať a potom by mal asistent okamžite pomôcť s extrakciou.
Proces zvárania polypropylénových rúrok

- Zapnite zvárací stroj. Indikátor tlačidla napájania by mal svietiť. Zahriatie zváracieho stroja nastáva v priebehu 10-30 minút v závislosti od teploty okolia. Prevádzková teplota zariadenia je 260 stupňov. Ak je prístroj uvedený do prevádzky prvýkrát, po zahriatí sa nechá stáť 5 minút a až potom sa začne zváranie.
- Rúrka a tvarovka sú súčasne vložené do zváracej dýzy pozdĺž rovnakej osi. K ohrevu dochádza v súlade s tabuľkou a v závislosti od priemeru zváraných prvkov.
- Po uplynutí doby ohrevu sa armatúra a rúrka vyberú zo zváracieho stroja a ihneď sa spoja, pričom ich držia nehybné po stanovenú dobu.
- Ochladený spoj znamená, že zváranie je ukončené a diely možno použiť ako celok.
Takže článok na tému "polypropylénové rúry: ako nainštalovať a ako zvárať" je u konca. Teraz o svojpomocná montáž s potrubím by ste nemali mať žiadne problémy.
Predtým, ako prejdeme k popisu technického procesu, ktorý sa používa v výroba polypropylénových rúr, naštudujme si trochu samotný materiál a produkty, ktoré sa z neho získavajú. Syntetický materiál polypropylén už získal veľké množstvo pozitívnych recenzií a chvály vďaka svojim pozitívnym vlastnostiam.
Najprv musíte vedieť, že polypropylén je syntetický materiál, ktorý sa získava počas polymerizácie etylénu a propylénu pri zachovaní určitých kvantitatívnych pomerov. Výroba polypropylénových rúr určené pre široké spektrum ich použitia pre vodovodné systémy vo vnútri budov a stavieb. Takéto potrubia sú vhodné na zásobovanie teplou aj studenou vodou, môžu byť položené na usporiadanie vyhrievaných podláh a použité ako rozvody pre vykurovacie zariadenia. Materiál má vysokopevnostné vlastnosti a nepodlieha korózii, eliminuje tvorbu usadenín vo forme hrdze a vodného kameňa.
Ak hovoríme o ich trvanlivosti, potom polypropylénové rúry na vykurovanie môžu trvať viac ako päťdesiat rokov a systém z nich prevádzkovaný nebude vyžadovať výmenu žiadnej časti, nebude potrebné ho čistiť. Polypropylén je schopný tlmiť vibrácie a potrubia nebudú produkovať zvýšený hluk. Ku všetkým týmto vlastnostiam rúr treba prirátať fakt, že pokojne znášajú postupné cykly rozmrazovania a mrazenia a ich hmotnosť je desaťkrát nižšia ako u ich kovových kolegov.
Linka na výrobu polypropylénových rúr.
Výroba polypropylénových rúr v Rusku začína nakladaním zrnitých surovín priamo do násypky extrudéra, ktorá sa otáča vo vnútri ďalšieho valca. Vo vnútri tejto inštalácie sú ohrievače vo forme krúžkov vybavené snímačmi teploty. Po celej dĺžke vytláčacej násypky sú umiestnené senzory, čo umožňuje nastaviť a ovládať jednotlivé teploty pre každú sekciu zvlášť. Cez tieto ovládané teplotný režim osud a prechádza taviteľnou polypropylénovou hmotou, ktorá sa neustále otáča.
Potom, už premenený na plastickú hmotu, sa prúd vytlačí pod vysokým tlakom do vytláčacej hlavy vybavenej prstencovými ohrievačmi, aby sa udržala teplota potrebná na tvorbu predliskov. V tomto štádiu výroby polypropylénových rúr sa používa polotovar. Prechod medzi vonkajšou matricou a tvarovacím vnútorným tŕňom dáva hotovému polotovaru, ktorý následne prechádza procesom kalibrácie, špeciálne na to určený vákuový kúpeľ. Polotovar potrubia, cez ktorý sa hladko ťahá. Tlak vytvorený vo vnútri spôsobí, že sa rúrka roztiahne a pritlačí ju na povrch glejovacej formy.
Aby sa pri procese ťahania nenarušil tvar rúry a jej parametre zostali nezmenené, vstupuje do chladiaceho kúpeľa, ktorý je vybavený pásovými a pásovými vozidlami s pneumatickými upínačmi koľajníc. Prichádza čas, keď výroba polypropylénových rúr a tvaroviek dospela do svojej finálnej fázy, sú rezané pomocou gilotínových a kotúčových píl, podľa stanovených rozmerov. Zariadenia na pílenie sa vyberajú v závislosti od priemeru potrubia, ktoré leží pod čepeľou.
Kovové rúry sú už dávno zastarané.Moderní stavitelia používajú pokročilejšie materiály. Teraz je najbežnejším materiálom polypropylén a potrubia z neho sa často inštalujú do vodovodných a vykurovacích systémov v bytoch a súkromných domoch.
Tiež v začiatkom XXI storočia obyvateľov bytové domy začali meniť svoje staré kovové rúry za plastové. Ale plast vtedy tiež nebol taký dokonalý ako teraz polypropylén, takže tieto rúry už treba vymeniť. Prax ukazuje, že 70 percent potrubí v súčasnosti inštalovaných je vyrobených z polypropylénu.

Polypropylén má oproti kovu množstvo výhod. Po prvé, je to lacnejšie. Po druhé, životnosť polypropylénových rúr ďaleko presahuje životnosť kovové rúry. Po tretie, polypropylén je ľahší ako kov, čo značne zjednodušuje inštaláciu.
Užitočné informácie! To všetko spolu sa odráža v celkových nákladoch na dodávku a montáž potrubí. Ušetriť na dodávke môžete aj vtedy, ak pri preprave rúr vložíte do širokých výrobkov rúry malého priemeru. To šetrí miesto, čo znamená, že môžete prepravovať viac materiálu naraz.
Existuje ďalšia položka výdavkov, pri ktorej môžete výrazne znížiť náklady. Inštalácia polypropylénu nezaberie veľa času a všetku prácu môžete ľahko vykonať sami, bez toho, aby ste zavolali špecialistu domov a bez platenia za jeho služby.
Práca s polypropylénovými rúrami
Dnešný systém inštalácie polypropylénových rúr obsahuje všetky potrebné prvky na spájanie rúr rôznych veľkostí, obrysov, tvaroviek, spojovacích prvkov a inklúzií. Proces montáže je pomerne jednoduchý a s potrebnými zručnosťami rýchly.
Zostavu prvkov je možné prispôsobiť tak, ako chcete, takže výsledkom je úplne jedinečný systém. Zložitosť a vybavenie závisí len od preferencií a želaní zákazníka, teda vás. Jedinou vlastnosťou, ktorú niektorí pripisujú nevýhodám polypropylénu, je metóda zváraného spojenia. Po zváraní už nie je možné oddeliť rúry a opraviť chybu. Preto si musíte všetko vopred premyslieť a pokúsiť sa vyhnúť nepresnostiam v akciách.
Ako už bolo uvedené, zváranie polypropylénových rúr nie je ťažké, ale začiatočník musí byť veľmi opatrný, neponáhľať sa a nerobiť chyby. Najprv musíte urobiť výpočty. Potom ich niekoľkokrát skontrolujte a až potom pokračujte v procese zvárania.
S spojovacie prvky a tvarovky, polypropylénové rúry sú spojené spájkovaním. Na to je potrebný špeciálny nástroj, ktorý sa ľudovo nazýva spájkovačka. Toto nie je obyčajná spájkovačka, na ktorú je každý zvyknutý, ale špeciálna pre polypropylén, takže názov nie je z technickej stránky úplne správny, ale už je dávno zvyknutý a dokonca ho používajú aj odborníci v každodennom živote.
Ak rozdelíme proces zvárania rúr na samostatné kroky, bude to vyzerať takto:
- S spájkovačkou na polypropylén je potrebné nahrievať obe časti, ktoré chcete k sebe pripevniť.
- Potom, čo potrebujete pripojiť vyhrievané časti;
- Po krátkom čase odstráňte už pripevnené prvky z prístroja.
Zváranie poskytuje prvkom také pevné spojenie, že je takmer nemožné oddeliť časti bez ich porušenia. To je dôvod, prečo sú polypropylénové rúry považované za vysoko kvalitné, odolné a schopné odolať takmer akémukoľvek tlaku.
Zváračka
Pri zváraní polypropylénových rúrok nie je možné robiť bez zváracieho stroja. Ide o pomerne jednoduché zariadenie, trochu pripomínajúce obyčajnú žehličku. Aj keď vzhľad je mierne odlišný.
- Zváračka sa skladá z vykurovacej dosky, regulátora teploty a rukoväte. Vyhrievacia doska má dva špeciálne otvory, ktoré sú potrebné na upevnenie potrubných prvkov.
- V procese zvárania polypropylénových rúrok sa zvyčajne používa samotná rúra a ďalšie časti, ku ktorým je potrebné ju pripevniť (tvarovky). Najmä na to sú vo zváracom stroji k dispozícii rôzne trysky.
- Najčastejšie vo vodoinštalácii a vykurovacie systémy umiestnené v obytných priestoroch sa používajú polypropylénové rúry s priemerom 20 a 32 mm. Ak chcete zistiť priemer v obchode, stačí skontrolovať diel. Každý prvok musí mať špeciálne označenie označujúce priemer výrobku.
- Sada na zváranie polypropylénových rúr zvyčajne obsahuje niekoľko párov zváraných prvkov s priemerom 20 až 40 mm. Takáto súprava stačí na vyriešenie akéhokoľvek problému priradeného zváračke rúr.
Ak zrazu chcete ušetriť peniaze a vyrezať diely z polypropylénu alebo kovu sami, potom vedzte, že neuspejete. Výrobcovia pokrývajú diely špeciálnym teflónovým povlakom, ktorý doma nenájdete. Vďaka tomuto povlaku polypropylén priľne ku kovu a prvky potrubia sú navzájom spojené.
Nuansy zváracích rúrok vyrobených z polypropylénu

- Kvalita zvárania bude oveľa vyššia, ak sa povrchy častí, ktoré sa majú zvárať, pred postupom odmastia. Bohužiaľ, mnohí odborníci toto pravidlo zanedbávajú. Na odmastenie dielov v miestach budúceho spojenia je potrebné utrieť alkoholom. Odstránite tak jemné omrvinky a prach, ktoré sa zvyčajne hromadia na povrchu. Výhodou tohto postupu je, že znižuje pravdepodobnosť poškodenia teflónu, ktorý je potiahnutý dýzami zváracieho stroja.
- Samotné trysky sa tiež odporúčajú predbežne upraviť alkoholom.
- Dôležitú úlohu pri zváraní polypropylénových rúrok zohráva označenie hĺbky častí výsadby. Rôzne tvarovky predpokladajú rôznu hĺbku zvaru, takže hĺbku budete musieť vopred zmerať pomocou pravítka a posuvného meradla.
- Týmto spôsobom sa môžete vyhnúť zasunutiu potrubia príliš hlboko do prvku, ktorý sa má pripojiť, čo by následne mohlo viesť k zúženiu priechodu potrubia alebo spájkovaniu.
- Ak sa chcete naučiť, ako spájkovať polypropylénové rúry sami, neublíži vám, keď sa zoznámite s príslušnými videami na internete, aby ste jasne videli celý proces. Môžete tiež použiť pokyny pre zváračku.
Označenie rúr zvyčajne zaberie veľa času. Profesionáli určujú hĺbku výsadbových prvkov podľa oka, ale aby ste sa to naučili, potrebujete veľa praktických skúseností.
Užitočné informácie! Na uľahčenie a urýchlenie postupu označovania môžete použiť špeciálny označovací krúžok. Napríklad pre rúrku s priemerom 20 mm môže byť krúžok vyrobený z rúrky s priemerom 32 mm.
Za týmto účelom sa z rúry 32 mm odreže krúžok široký 15 mm. Potom pomocou tohto krúžku môžete na každom prvku označiť požadovanú hĺbku výsadby. To je veľmi výhodné, keď plánujete pripojiť veľké množstvo prvkov.
Ak je na označovací krúžok nalepený plastový alebo kartónový spodok, potom sa dá vyhnúť nepresnostiam v označovaní takmer v 100 percentách prípadov. Takéto krúžky môžu byť vyrobené pre polypropylénové potrubie akéhokoľvek priemeru, s výnimkou najväčšieho.
Podrobnosti o polypropylénových rúrach sú spravidla zvárané na stole a to môže urobiť jedna osoba. Ale niekedy počas inštalácie je potrebné spájkovať rúry priamo na mieste inštalácie a potom bude pohodlnejšie, ak niekto prevezme úlohu asistenta.
Je vhodné vopred oboznámiť asistenta s postupom zvárania rúr.
V procese zvárania polypropylénových rúrok je nevyhnutné dodržať dobu ohrevu dielov. Doba ohrevu závisí od priemeru produktu. Toto je obzvlášť dôležité, keď sú diely zvárané priamo na mieste inštalácie a nie je možné okamžite skontrolovať kvalitu práce.
Nižšie je uvedená špeciálna tabuľka, ktorá označuje čas ohrevu rôznych spojovacích štruktúr. Tabuľka pomôže ešte neprofesionálnym zváračom správne určiť čas ohrevu.
Najčastejšou chybou majstra je prehriatie potrubia. V dôsledku toho je jeho priemer značne zúžený a môže byť dokonca úplne utesnený.


