Keausan panduan katup apa yang harus dilakukan. Mengganti pemandu katup dan kursi: cara melakukan perbaikan yang berkualitas
Katup melakukan fungsi saluran masuk campuran udara-bahan bakar ke mesin dan buang darinya gas buang. Setiap silinder mesin memiliki setidaknya dua katup - satu masuk dan satu buang. Katup terdiri dari batang dan kepala. Batang katup, bergerak di lengan pemandu, saluran masuk / keluar campuran bahan bakar / gas buang. Ketika katup menutup, kepalanya "duduk" di kursi, dan dengan demikian menyegel ruang bakar.
Panduan katup dan dudukan katup memastikan kualitas katup itu sendiri. Selama operasi, mereka mengalami keausan, itulah sebabnya mereka tidak dapat memberikan karakteristik mesin yang diperlukan. Dalam hal ini, mereka diperbaiki atau diganti.
1. Berapa umur bushing yang ditekan?
Mengganti busing pemandu katup adalah proses yang tak terhindarkan yang harus diulang secara berkala, karena busing aus selama operasi. Sebelum mengganti busing pemandu, perlu untuk melepas katup dan menentukan tingkat keausan busing, yang ada dua metode:
Langsung
Untuk melakukan ini, gunakan mikrometer dan pengukur lubang, yang mengukur diameter minimum internal selongsong dan diameter maksimum area kerja batang katup. Perbedaan antara nilai-nilai ini adalah jarak bebas diametris. Perlu juga mempertimbangkan keausan kerucut dan laras batang dan perubahan diameter selongsong tingginya. Parameter ini menentukan tingkat keausan busing pemandu. Sebelum pengukuran, semua permukaan harus dibersihkan dari kotoran.
tidak langsung
Untuk metode ini, indikator dial digunakan, yang memiliki dudukan. Jika celah yang diukur lebih besar dari yang direkomendasikan oleh instruksi, maka semua pengukuran harus diulang pada katup baru. Jika, ketika membandingkan parameter dengan katup baru, celahnya masih besar, maka perlu untuk memperbaiki atau mengganti busing.
 Banyak produsen mobil memproduksi katup perbaikan dengan diameter lebih besar, sehingga menghilangkan kebutuhan untuk mengganti busing pemandu. Namun jika tidak ada repair valve, keausan guide bushing tidak merata atau terlalu besar, maka bushing harus diganti. Sebelum mengganti dengan yang baru, busing lama ditekan.
Banyak produsen mobil memproduksi katup perbaikan dengan diameter lebih besar, sehingga menghilangkan kebutuhan untuk mengganti busing pemandu. Namun jika tidak ada repair valve, keausan guide bushing tidak merata atau terlalu besar, maka bushing harus diganti. Sebelum mengganti dengan yang baru, busing lama ditekan.
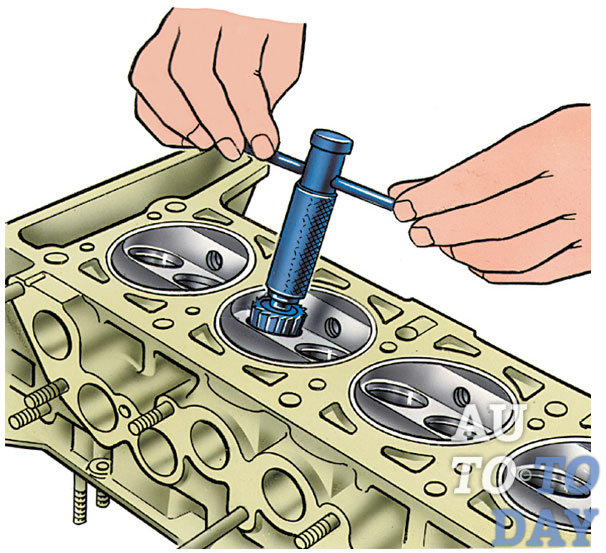
Untuk menekan busing lama, biasanya digunakan metode tumbukan, di mana kepala silinder diputar terlebih dahulu. Membutuhkan mandrel dan palu(atau instrumen perkusi lainnya).
 Sebuah mandrel yang terbuat dari kuningan atau perunggu dipasang dari sisi pelana, dan kemudian dipukul dengan palu. Untuk mencegah kerusakan pada kursi, mandrel melangkah dipilih, yang memasuki selongsong sebesar 30-40 mm dengan celah pada diameter yang lebih kecil, dan dengan bebas melewati lubang di kepala silinder melalui diameter yang lebih besar.
Sebuah mandrel yang terbuat dari kuningan atau perunggu dipasang dari sisi pelana, dan kemudian dipukul dengan palu. Untuk mencegah kerusakan pada kursi, mandrel melangkah dipilih, yang memasuki selongsong sebesar 30-40 mm dengan celah pada diameter yang lebih kecil, dan dengan bebas melewati lubang di kepala silinder melalui diameter yang lebih besar.
Saat busing ditekan, kepala silinder harus dipanaskan hingga +150 derajat Celcius agar gangguan sedikit berkurang. Lebih baik memanaskan dalam oven listrik, tetapi dalam kasus ekstrim, kompor listrik biasa juga cocok.
 Jika selongsong "mengendap" dengan kuat di soket, maka selongsong itu dapat dibor dengan mesin bor konvensional. Lebih baik tidak menggunakan bor listrik genggam, karena kemungkinan besar soket pendaratan akan rusak atau miring. Busing mungkin tidak sepenuhnya dibor. Dengan ketebalan dinding 1 mm, sisa selongsong sangat mudah untuk dirobohkan.
Jika selongsong "mengendap" dengan kuat di soket, maka selongsong itu dapat dibor dengan mesin bor konvensional. Lebih baik tidak menggunakan bor listrik genggam, karena kemungkinan besar soket pendaratan akan rusak atau miring. Busing mungkin tidak sepenuhnya dibor. Dengan ketebalan dinding 1 mm, sisa selongsong sangat mudah untuk dirobohkan.
Permukaan sarang setelah ditekan harus benar-benar halus, benar-benar bersih dan bebas dari goresan, kekasaran dan "kehitaman". Untuk itu diproses lebih lanjut.
2. Bagaimana mengukur preload bushing sebelum mengganti
Busing baru tidak boleh ditekan ke dalam kepala silinder mesin kecuali gangguan yang sebenarnya diukur terlebih dahulu.
Ketatnya selongsong adalah kelebihan diameternya di atas diameter lubang untuk menekan sedikit. Memasang busing dengan gangguan memberikan pengikatan yang lebih andal dan tahan lama.
Untuk mengukur gangguan busing, perlu untuk menentukan dengan akurasi tinggi diameter soket untuk busing baru dan diameter busing itu sendiri. Diameter selongsong harus lebih besar dari diameter soket pada 0,03-0,05 mm.
Jika soket "lemah" dan kekencangannya tidak mencukupi, maka perlu menggunakan busing dengan diameter lebih besar. Dan jika diameter soket tidak mencukupi, maka dapat ditingkatkan menggunakan mesin bor. Untuk selongsong perbaikan, gangguan harus lebih besar daripada yang baru, karena permukaan soket lama telah berubah bentuk dan pemasangan yang lebih andal akan diperlukan.
3. Cara menekan bushing katup
 Sebelum menekan selongsong, disarankan untuk memastikan bahwa bagian-bagian tersebut berada pada suhu yang berbeda. Busing harus didinginkan hingga -150 derajat Celcius, dan kepala silinder harus dipanaskan hingga suhu di atas +50 derajat Celcius. Perbedaan suhu diperlukan untuk kursi di kepala silinder mengalami lebih sedikit kerusakan dan untuk mengurangi gaya yang dibutuhkan untuk menekan. Selama pengepresan busing baru, tidak akan berlebihan untuk melumasi permukaan gesekan dengan oli mesin cair.
Sebelum menekan selongsong, disarankan untuk memastikan bahwa bagian-bagian tersebut berada pada suhu yang berbeda. Busing harus didinginkan hingga -150 derajat Celcius, dan kepala silinder harus dipanaskan hingga suhu di atas +50 derajat Celcius. Perbedaan suhu diperlukan untuk kursi di kepala silinder mengalami lebih sedikit kerusakan dan untuk mengurangi gaya yang dibutuhkan untuk menekan. Selama pengepresan busing baru, tidak akan berlebihan untuk melumasi permukaan gesekan dengan oli mesin cair.
Terkadang busing ditekan tanpa memberikan perbedaan suhu, tetapi ini tidak disarankan, karena paduan akan mengalami deformasi dengan kesesuaian interferensi yang besar, dan interferensi nyata akan berkurang. Nantinya, saat mesin hidup, jok akan kendur dan katup akan menjadi terlalu panas, karena pembuangan panas yang tidak tepat dari batang katup. Sangat cepat, selongsong akan mulai berosilasi di soket, dan perbaikan harus dilakukan lagi.
Menekan dilakukan dengan cara yang sama metode dampak, seperti menekan, menggunakan mandrel dan palu. Menekan harus dilakukan dengan cepat, dengan 2-3 pukulan pada mandrel dengan palu. Jika selongsong memiliki pita tipis untuk memasang tutupnya, mandrel tidak boleh disangga pada pita ini, karena selongsong akan pecah.
 Ketika busing menjadi dingin setelah ditekan, lubangnya dikalibrasi dengan reamer intan (reamer baja mudah aus), yang akan memberikan ukuran yang dibutuhkan lubang. Setelah mengebor lubang, celah katup dari busing harus diperiksa. Untuk asupan mereka harus 0,02-0,04mm, dan untuk katup buang - 0,03-0,04 mm. Jarak bebas minimum (terutama untuk katup buang) tidak diperlukan, karena ini akan memicu kemacetan dalam pekerjaannya.
Ketika busing menjadi dingin setelah ditekan, lubangnya dikalibrasi dengan reamer intan (reamer baja mudah aus), yang akan memberikan ukuran yang dibutuhkan lubang. Setelah mengebor lubang, celah katup dari busing harus diperiksa. Untuk asupan mereka harus 0,02-0,04mm, dan untuk katup buang - 0,03-0,04 mm. Jarak bebas minimum (terutama untuk katup buang) tidak diperlukan, karena ini akan memicu kemacetan dalam pekerjaannya.
4. Perbaikan kursi katup
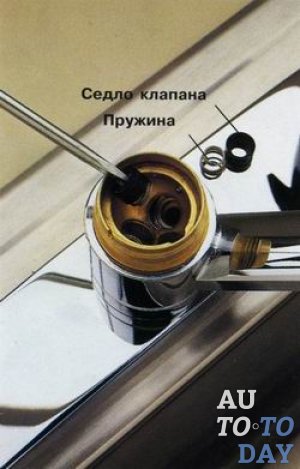
 Pekerjaan bersama kursi dan katup harus memastikan kekencangan mesin yang lengkap untuk seluruh periode operasinya. Untuk melakukan ini, talang kerja khusus dibuat di atas pelana, yang, untuk operasi normal, harus, di satu sisi, memiliki lebar minimum (untuk memastikan kekencangan, bukan area permukaan kontak yang penting, tetapi tekanan pada antarmuka). Tetapi, di sisi lain, sebagian besar panas dikeluarkan dari katup melaluinya, dan oleh karena itu harus selebar mungkin.
Pekerjaan bersama kursi dan katup harus memastikan kekencangan mesin yang lengkap untuk seluruh periode operasinya. Untuk melakukan ini, talang kerja khusus dibuat di atas pelana, yang, untuk operasi normal, harus, di satu sisi, memiliki lebar minimum (untuk memastikan kekencangan, bukan area permukaan kontak yang penting, tetapi tekanan pada antarmuka). Tetapi, di sisi lain, sebagian besar panas dikeluarkan dari katup melaluinya, dan oleh karena itu harus selebar mungkin.
Jadi saat memperbaiki sadel, ada baiknya mempertimbangkan rekomendasi pabrikan (manual pengoperasian kendaraan) untuk memilih parameter optimal untuk sadel. Selain bekerja, sadel juga memiliki talang bantu yang diperlukan untuk memberikan diameter dan lebar talang kerja yang diinginkan.
Selama operasi, permukaan sadel aus dan kehilangan bentuk yang diinginkan. Karena ini selama mesin terlalu panas, burnout dan cangkang muncul pada mereka. Sehingga dari waktu ke waktu perlu dilakukan perbaikan atau penggantian valve seat.
Tugas utama saat memperbaiki kursi katup atau mengganti kursi adalah untuk mencapai keselarasan yang diinginkan dari lubang selongsong dan talang yang berfungsi, serta untuk membuat profil kursi khusus yang direkomendasikan oleh pabrikan.
Sebelum memperbaiki pelana, perlu untuk mengembalikan selongsong pemandu dan tidak sebaliknya. Jika urutan ini dilanggar, akan sangat sulit untuk mencapai keketatan.
 Untuk restorasi, sadel diproses menggunakan alat yang berbeda. Biasanya, untuk ini, penggilingan tangan miring digunakan dengan dudukan yang lebih kaku pada batang pemandu. Pemotong ini dapat dibuat dengan sisipan karbida atau baja perkakas dengan sudut di bagian atas 30, 45, 60 derajat.
Untuk restorasi, sadel diproses menggunakan alat yang berbeda. Biasanya, untuk ini, penggilingan tangan miring digunakan dengan dudukan yang lebih kaku pada batang pemandu. Pemotong ini dapat dibuat dengan sisipan karbida atau baja perkakas dengan sudut di bagian atas 30, 45, 60 derajat.
Tetapi jika bagian-bagian alat aus, maka serangan balik dari batang pemandu akan diamati. Karena itu, akan sulit untuk mencapai keselarasan lengan dan kursi yang diinginkan, jadi sebelum memperbaiki sadel, perlu mengganti bagian pemotong dengan yang baru.
Saat memproses pelana, profil tertentu terbentuk di dalamnya: talang penyegelan dan dua talang lagi yang berdekatan dengannya. Pada lagi talang mesin memiliki sudut 45 derajat, dan lebar 1,5 milimeter. Pada talang yang bersebelahan, sudutnya mencapai 60 dan 30 derajat.
Pemrosesan talang kerja penyegelan harus dilakukan sampai permukaan yang benar-benar rata diperoleh.
5. Langkah terakhir: memukul-mukul katup
 Memukul katup adalah langkah terakhir dalam memproses dudukan dan sambungan katup.
Memukul katup adalah langkah terakhir dalam memproses dudukan dan sambungan katup.
Jika permukaan kursi dan talang dikerjakan dengan tepat, maka pemukulan tidak diperlukan, dan bahkan berbahaya, oleh karena itu, pemukulan katup tidak dilakukan selama perbaikan profesional. Tetapi jika bagian-bagian itu diproses secara manual dan permukaannya ternyata tidak ideal, maka katup harus disambung.
Hal utama yang harus dibeli sebelum katup lapping - pasta pemukul, yang melakukan fungsi kulit halus. Lapping paste adalah berbutir kasar(digunakan untuk pemrosesan awal) dan berbutir halus(digunakan untuk pemrosesan akhir). Selama lapping, itu diterapkan ke kursi dan tepi katup.
Katup disusun menggunakan bor, obeng, atau alat pemukulan khusus. Untuk melakukan ini, permukaan dilumasi dengan pasta lapping, katup dimasukkan ke dalam soket dan alat yang dipilih dipasang padanya, setelah itu mereka mulai berputar dalam lingkaran. Setelah akhir proses, sisa-sisa pasta dan partikel logam dicuci dengan kain lembab.
Untuk mengontrol kualitas lapping yang dilakukan, perhatian harus diberikan pada permukaan chamfer dan katup. Jika jalur mengkilap tertutup selebar 2-3 mm terbentuk di atasnya, maka proses pemukulan selesai, dan semuanya dilakukan dengan benar.
Berlangganan feed kami
Untuk mengganti, perlu untuk menekan busing katup lama, setelah itu elemen baru dipasang di tempatnya. Ada beberapa cara untuk menekan bushing tua. Yang paling sederhana dan paling salah adalah merobohkan busing dengan palu dan pahat. Metode kejut ini banyak digunakan dalam praktik master "garasi". Perhatikan bahwa ekstraksi busing dalam kasus seperti itu sering berakhir dengan kerusakan pada dudukan di kepala silinder.
Pilihan yang sedikit lebih tepat adalah menggunakan mandrel loncatan khusus yang terbuat dari kuningan atau perunggu alih-alih pahat. Mandrel semacam itu dipasang dari sisi pelana pada selongsong pemandu, kemudian dipukul dengan palu. Metode yang ditentukan untuk menekan busing mengurangi risiko kerusakan pada kepala silinder, tetapi tidak sepenuhnya menghilangkannya. Cara terbaik untuk menekan busing adalah dengan menggunakan penarik khusus. Penarik yang ditentukan untuk melepas pemandu katup juga digunakan untuk pemasangan berikutnya dari busing baru di kepala silinder. Selanjutnya, kita akan melihat cara mengganti pemandu katup menggunakan mandrel dan penarik.
Cara mengganti pemandu katup sendiri
Pertama, pertimbangkan metode menekan pemandu katup menggunakan mandrel, karena metode ini umum. Sebelum mengganti busing, pegas dan katup itu sendiri dilepas. Seperti disebutkan di atas, mandrel melangkah digunakan untuk menekan busing katup. Langkah tersebut diperlukan guna mengurangi risiko kerusakan jok di block head. Diameter mandrel yang lebih kecil memungkinkannya memasuki selongsong sebesar 3-4 cm, dan dengan celah. Diameter yang lebih besar memungkinkan Anda untuk dengan bebas melewati soket di kepala silinder.
Perhatikan bahwa sering kali busing perunggu cukup mudah ditekan keluar dari kepala, karena dipasang dengan interferensi yang relatif lemah. Jika perlu untuk menekan bushing pemandu katup dari bahan yang lebih kaku, maka kepala silinder harus dipanaskan terlebih dahulu hingga suhu 140-160 derajat Celcius dalam tungku listrik atau hingga 80-90 derajat dalam wadah dengan air panas. Pemanasan kepala silinder akan mengurangi gangguan.
Dalam kasus ekstrim, bushing yang ditekan dengan kuat harus dibor . Harap dicatat bahwa ini hanya dapat dilakukan pada mesin, karena upaya untuk mengebor selongsong katup dengan bor akan menyebabkan distorsi dan kerusakan pada dudukan. Juga diinginkan untuk mengebor selongsong tidak sampai akhir, yaitu meninggalkan dinding dengan ketebalan sekitar 1 milimeter. Ini mengurangi risiko kerusakan pada soket, dan sisa selongsong itu sendiri mudah dilepas dengan mandrel.
Langkah selanjutnya adalah pengukuran wajib dari beban awal busing baru sebelum pemasangan di kepala, karena dilarang keras untuk menekan busing baru sebelum mengukur gangguan. Untuk mengukur interferensi, Anda perlu menentukan diameter soket dan selongsong pemandu. Indikator pada level 0,03 hingga 0,05 mm diperbolehkan. Indikator ini harus dipahami sebagai fakta bahwa diameter busing baru melebihi diameter kursi dengan jumlah yang ditentukan.
Gangguan lemah karena soket akan membutuhkan peningkatan diameter soket, di mana selongsong perbaikan besar kemudian dipasang. Anda juga perlu mengebor soket di kepala silinder secara eksklusif pada mesin, yang akan menghindari kemungkinan distorsi saat membuat lubang baru. Adapun tingkat ketegangan dari lengan perbaikan, angka ini harus dimaksimalkan, karena bahan lebih keras di lubang baru dan memiliki kekasaran yang lebih besar di permukaan dinding.
Untuk menekan bushing katup baru, kepala blok harus dipanaskan kembali dalam oven dengan cara yang sama seperti metode pengurangan gangguan pelepasan. Sejalan dengan ini, busing baru didinginkan. Menekan busing baru tanpa memanaskan kepala silinder salah. Ini berlaku untuk paduan aluminium kepala silinder, di mana deformasi terjadi dengan adanya gangguan yang kuat. Setelah pemasangan seperti itu, kekencangan akhir akan kurang dari yang diperlukan. Akibatnya, setelah merakit motor dan memanaskannya selama operasi, selongsong pemandu katup tidak akan pas, dan katup itu sendiri di selongsong yang ditentukan akan mulai mengalami panas berlebih. Overheating pada valve akan terjadi sebagai akibat dari fakta bahwa efisiensi pembuangan panas berlebih dari valve stem ke cylinder head akan berkurang secara signifikan. Kerusakan akan berkembang dengan cepat, bushing akan mulai menggantung di kursi, yang akan membutuhkan pembongkaran ulang mesin untuk perbaikan.
Sekarang mari kita beralih ke cara memasang pemandu katup di kepala silinder. Pengepresan itu sendiri dilakukan menggunakan mandrel yang dijelaskan di atas, di mana beberapa pukulan tajam harus diterapkan dengan palu. Harap dicatat bahwa keberadaan sabuk tipis khusus pada busing baru untuk menampung tutup pengikis oli mengharuskan mandrel tidak bertumpu pada sabuk ini di kedua sisi. Mengabaikan rekomendasi ini dapat menyebabkan bushing berubah bentuk atau patah.
Penyelesaian proses pemasangan panduan katup metode kejut adalah kalibrasi lubang terakhir. Prosedur ini dilakukan dengan menggunakan reamer. Penggunaan reamer berlian direkomendasikan karena alat ini lebih tahan lama dan memberikan hasil yang konsisten dan dapat diprediksi dibandingkan dengan reamer baja konvensional. Setelah memproses lubang, perlu untuk memeriksa celah katup di busing, dengan mempertimbangkan parameter yang disarankan. Jarak bebas katup masuk harus 0,01 mm lebih kecil dibandingkan dengan katup buang, yang lebih panas selama operasi (misalnya, 0,02 - 0,04 versus 0,03 - 0,04 mm). Perhatikan bahwa tidak perlu mencapai celah minimum yang diizinkan. Harus ditambahkan bahwa pernyataan ini terutama berlaku untuk katup buang, karena celah kecil pada busing pemandu dapat menyebabkan kemacetan.
Menekan dan memasang pemandu katup dengan penarik

Selanjutnya, kami akan mempertimbangkan cara paling optimal untuk menekan bushing pemandu katup dengan ekstraktor bushing khusus. Mari kita mulai dengan fakta bahwa penarik berbeda dan merupakan alat universal. Dengan bantuan keputusan ini dimungkinkan untuk melepas busing katup pada kepala silinder yang berbeda tanpa risiko merusak bidang tempat duduk di kepala blok. Dengan kata lain, memiliki penarik meminimalkan potensi gerinda atau cacat lubang lainnya dibandingkan dengan menggunakan palu dan mandrel.
Bekerja dengan penarik melibatkan:
- bushing dengan ukuran yang sesuai ditempatkan di bawah alat. Pemilihan selongsong semacam itu dilakukan dengan mempertimbangkan bahwa saat memasang penarik, bagian berulir keluar dari pemandu katup sebesar 20-30 mm;
- kemudian penarik dipasang dan diperbaiki dengan sepasang mur, yang diputar secara khusus. Juga diperbolehkan menggunakan satu mur, jika disediakan oleh desain penarik;
- langkah selanjutnya adalah kebutuhan untuk memegang penarik di bagian tengahnya dengan kunci atas;
- bersamaan dengan kunci bawah ini, pemandu katup ditekan;
Setelah gaya tertentu diterapkan pada penarik, bunyi klik yang berbeda dapat terdengar. Suara seperti itu akan menunjukkan bahwa selongsong katup telah terlepas dari dudukannya dan bergerak keluar dari lubang di kepala silinder. Selanjutnya, Anda perlu memutar sekrup penarik sampai selongsong dilepas. Maka perlu menyiapkan busing baru untuk pengepresan. Selanjutnya, ulangi semua prosedur persiapan yang dijelaskan di atas saat memasang busing dengan mandrel. Selain itu, Anda dapat melumasi selongsong katup dengan oli mesin untuk memudahkan dudukan di soket.
Untuk menekan busing dengan penarik, Anda membutuhkan 2 spacer, yang memiliki talang berbentuk kerucut dan berbatasan dengan dudukan katup. Satu bagian harus memiliki diameter yang lebih besar, dan yang lainnya lebih kecil (sesuai dengan fakta bahwa kursi lebih besar dan lebih kecil). Juga, sekali lagi perlu untuk memilih busing spacer penarik, dengan mempertimbangkan kebutuhan bagian berulir penarik untuk menonjol 20-30 mm saat memasang busing katup baru.
Sejalan dengan itu, perlu untuk menghindari kerusakan pada sabuk (bahu) pada lengan pemandu, karena sabuk ini berfungsi sebagai tempat untuk memasang tutup karet. Jika sabuk rusak selama pemasangan, kekencangan tutup kelenjar akan rusak. Agar tidak merusak sabuk, mur terpisah digunakan, yang berbatasan dengan pemandu tanpa risiko merusak sabuk. Ternyata mur ini mengencangkan pemandu katup. Harap dicatat bahwa memasang mur tambahan mengurangi jumlah benang pada stud penarik. Untuk alasan ini, untuk mengurangi beban pada ulir, satu lagi selongsong penarik harus disekrup.
Sekarang Anda dapat menekan bushing dengan penarik. Akhir menekan adalah saat ketika menjadi lebih sulit untuk menggulir penarik. Ini akan menunjukkan bahwa busing telah jatuh ke kursi dan bersandar pada cincin penahan, yang dibuat pada panduan penyesuaian cocok. Setelah kekuatan muncul, penarik tidak perlu diputar lebih jauh, karena pemandu dapat rusak. Saatnya membongkar dan melepas penarik, karena selongsong baru sudah ditekan ke kepala blok.
Selanjutnya, busing perlu disesuaikan agar sesuai dengan dimensi. Ini diperlukan jika pemandu sedikit terjepit saat ditekan. Prosedur ini dilakukan dengan cara yang sama seperti dijelaskan di atas, yaitu menggunakan sapuan. Reamer dimasukkan ke dalam lubang dan diputar tanpa tekanan, menghasilkan reaming yang akurat. Pada akhirnya, tiup keripik yang tersisa dengan udara terkompresi.
Tahap terakhir adalah pengukuran wajib diameter lubang yang dihasilkan di busing pemandu. Untuk verifikasi, indikator khusus di dalam pengukur digunakan. Anda juga harus mengukur ketebalan dengan mikrometer. Jika semuanya dilakukan dengan benar, maka kesenjangan akan berada dalam batas yang dapat diterima.
Kemudian Anda dapat memasukkan katup dan memeriksa kualitas kecocokannya ke kursi. Jika katup tidak sepenuhnya terpasang, maka ketidakselarasan antara bagian tengah selongsong dan bagian tengah dudukan katup terlihat jelas. Fenomena ini terkadang terjadi setelah mengganti pemandu katup. Untuk mengatasi masalah ini, Anda perlu menggiling katup. Untuk menggiling katup, Anda perlu merawat dudukan katup dengan pemotong khusus. Setelah memasang katup, proses penggantian busing pemandu dapat dianggap selesai sepenuhnya.
Halo. Topik mekanisme katup masih berlangsung))) Dan hari ini saya akan memberi tahu Anda tentang panduan katup.
permukaan lubang panduan semak menentukan kelurusan gerakan katup, mengalami aksi gaya gesekan pada batangnya. Dalam hal ini, bahan busing harus memiliki ketahanan aus yang tinggi, dan jika perlu, busing dapat ditekan dan diganti.
Bushing katup mesin VAZ-2101 terbuat dari besi cor, untuk penyegelan yang lebih baik dengan batang katup, alur heliks dari profil trapesium dibuat di permukaan bagian dalamnya.
Pada mesin lain, busing memiliki bagian dalam halus permukaan dan terbuat dari sermet yang diperoleh dengan menekan dan selanjutnya disinter dari campuran serbuk besi, tembaga dan grafit. Bushing yang disinter menahan pelumas dengan baik, sangat tahan aus dan memberikan keausan pada batang katup kecil.
busing Mesin VAZ-2101 dan ZIL-130 memiliki alur melingkar di permukaan luar, di mana cincin penahan dipasang, yang membatasi pergerakan busing saat ditekan ke kepala dan selama operasi mesin.
Untuk operasi normal katup selama perakitan, harus ada celah tertentu antara batang dan busingnya, yang nilainya lebih besar untuk katup buang yang lebih panas selama operasi. Pada mesin VAZ-2101, jarak bebas ini harus berada di katup masuk 0,022-0,055 mm, untuk kelulusan - 0,029-0,062 mm; pada mesin UMZ-412, untuk katup masuk - 0,011-0,54 mm, untuk katup buang - 0,040-0,073 mm; pada mesin ZMZ-24 dan ZMZ-53 untuk katup masuk - 0,050-0,97 mm, untuk katup buang - 0,075-0,117 mm; pada mesin ZIL-130, untuk katup masuk - 0,06-0,11 mm, untuk katup buang - 0,08-0,13 mm. Jika jarak bebas meningkat melebihi batas yang ditentukan, perlu untuk mengganti katup dengan yang baru. Jika setelah ini jarak bebas tidak kembali normal, pemandu harus diganti. lengan katup.
Untuk mengurangi masuknya minyak melalui celah antara batang katup dan busingnya ke ruang bakar mesin VAZ-2101, busing pemandu semua katup memiliki alur di bagian atas, di mana tutup oli karet dipasang. Mesin UMZ-412 memiliki cincin penyegel karet antara batang setiap katup dan pelat pegas, dan segel baja ditempatkan di atas pegas. tutup minyak. Batang katup masuk mesin ZMZ-24, ZMZ-53 dan ZIL-130 dilengkapi dengan tutup karet yang mencegah oli tersedot ke dalam ruang bakar selama langkah hisap.
Untuk meningkatkan daya tahan sadel katup, talang kerjanya, permukaan dan ujung batang, serta selongsong pemandu, katup diputar selama operasi. Untuk mesin ZMZ-24 dan ZMZ-53, semua katup diputar di bawah aksi lengan ayun dan getaran kerja karena fakta bahwa kerupuk di alurnya pada batang katup ditutupi oleh selongsong, yang bersandar pada pelat pegas hanya dengan ujung bawah. Ini meminimalkan jumlah gesekan antara katup dan cangkir pegas, memungkinkan katup untuk berputar.
Katup buang mesin ZIL-130 dipaksa berputar selama operasi menggunakan mekanisme khusus. Ini terdiri dari tubuh tetap, lima bola dengan pegas kembali, pegas disk, mesin cuci dorong dan cincin kunci. Rumah dipasang di sepanjang busing pemandu ke kursi kepala silinder dan memiliki alur busur dengan dasar miring di mana bola berada.
pegas cakram dan mesin cuci dorong dengan celah diletakkan di hub perumahan, pelepasan spontannya dicegah oleh cincin kunci. Ketika katup ditutup, gaya pegasnya kecil, dan pegas cakram bertumpu dengan tepi bagian dalamnya pada tonjolan annular rumahan. Selama pembukaan katup, kekuatan pegasnya meningkat, di bawah pengaruh pegas cakram diluruskan, bersandar pada bola, dan celah muncul di antara tepi bagian dalamnya dan tonjolan melingkar dari rumahan. Mulai saat ini, kekuatan pegas katup ditransfer ke bola, dan mereka, berguling di bagian bawah alurnya yang miring, berputar pegas cakram dengan mesin cuci dorong dan karena itu pegas katup dan katup.
Pada penutupan katup kekuatan pegasnya melemah, dan pegas cakram melentur, bertumpu lagi pada tonjolan annular tubuh dan melepaskan bola. Di bawah aksi pegas kembali, bola kembali ke posisi semula, mempersiapkan mekanisme untuk siklus baru. Rotasi paksa katup pada kecepatan sekitar 30 rpm mencegah pembentukan endapan pada permukaan kerjanya, yang dapat menyebabkan terobosan gas di bawah katup dan terbakar habis.
© Blog Otomotif
Publikasi terkait

Mobil bertenaga hidrogen telah membersihkan pasar untuk diri mereka sendiri, dan segera hampir semua orang akan dapat membelinya. Sayangnya, membeli mobil seperti itu saat ini terlalu mahal, dan tidak banyak orang yang mampu membeli barang mewah seperti itu. Banyak pecinta mobil akan menghadapi masalah terikat dengan mobil tua, dan saat ini tidak mungkin mereka…

Ada tiga jenis lampu MTF yaitu : 1. Lampu MTF Xenon 2. Lampu MTF Halogen 3. Lampu MTF LED. Lampu Xenon MTF adalah salah satu lampu kualitas tertinggi saat ini di pasar pencahayaan otomotif. Peralatan LED ini dibuat di Taiwan, yang membuatnya berbeda dari yang lain. Keuntungan dari lampu MTF xenon. Lampu xenon MTF dari mtf-light.ru…

Ada orang yang tidak terlalu memikirkan teknologi ban. Banyak dari mereka tidak menyelidiki secara rinci peningkatan industri ini. Ban mobil selalu berbeda dalam kualitas dan memiliki kisaran harga yang berbeda. Ban untuk mobil memiliki beberapa tujuan khusus untuk melakukan tugas-tugas tertentu. Misalnya, ban musim panas dan musim dingin berkecepatan tinggi sangat berbeda dalam hal ...

Berkat munculnya model anggaran di pasar otomotif modern, mobil menjadi lebih mudah diakses oleh pembeli rata-rata. Namun bagaimanapun juga, ketika membeli mobil, Anda harus menyadari bahwa pembelian ini akan membutuhkan investasi lebih lanjut dari Anda. Jantung mobil, bagian utama, yang tanpanya pengoperasian kuda besi apa pun tidak mungkin, adalah mesinnya. Ini adalah bagian dari mobil, yang seperti organ vital ...
Pengoperasian diperlukan bila telah terjadi keausan di atas toleransi pabrikan atau terjadi kegagalan darurat pada busing pemandu.
Ketika ukuran internal pemandu katup memiliki batas keausan, celah besar muncul antara itu dan batang katup dan mesin mulai secara aktif "memakan" oli.
Mengganti segel batang katup tidak memberikan efek apa pun, atau penggantian ini berlangsung sebentar dan mesin mulai "mengambil" oli lagi.
Hal ini disebabkan oleh fakta bahwa, karena keausan pemandu, batang katup cenderung menjauh dari posisi sentralnya menuju pengembangan selongsong dan dengan demikian memberikan tekanan kuat pada tepi kerja segel oli, membuatnya keluar dari tindakan sebelumnya.
Dalam kasus seperti itu, perlu penggantian panduan katup.
Kepala blok dilepas dari mesin dan dibongkar seluruhnya. Untuk penggantian pemandu yang lebih benar, disarankan untuk memanaskan kepala balok untuk memperluasnya.
Untuk mengganti panduan kamu membutuhkan dua mandrel:
Alat pelepas panduan katup
Bushing mandrel
Kepala yang dipanaskan ditempatkan di meja kerja dengan dudukan katup. Selanjutnya diambil mandrel untuk membongkar guides, dimasukkan ke dalam guide sleeve dan digerakkan dengan pukulan palu yang kuat. Ketika selongsong telah berpindah dari tempatnya, maka biasanya selongsong itu melangkah lebih jauh dengan sedikit usaha dan tersingkir dengan pukulan palu berkekuatan sedang.
Setelah merobohkan semua pemandu, akan berguna untuk memeriksa diameter luarnya, karena mungkin busing telah berubah sebelum operasi ini dan sudah berdiri dimensi perbaikan. Kebetulan mereka mengganti satu busing dan oleh karena itu Anda perlu memeriksa semua busing.
Tanpa pemeriksaan ini, Anda dapat secara otomatis menempatkan busing standar di kursi yang diperbesar dan, setelah merakit mesin, busing ini akan mulai mengalirkan oli secara aktif antara bodi kepala dan sisi luar busing, yang akan memerlukan pembongkaran dan pemasangan baru. -memperbaiki.
Memasang pemandu katup baru
Bushing katup ditempatkan dalam wadah dengan oli mesin selama 10 menit sebelum pemasangan sehingga benar-benar tertutup oli. Ini dilakukan agar busing jenuh dengan minyak, yang secara signifikan akan meningkatkan sumber dayanya.
Sebelum pemasangan, kepala silinder dipanaskan lagi dan mandrel pemasangan sudah diambil untuk memasang pemandu baru.
Di sini harus diperhitungkan bahwa busing sebagian besar terbuat dari cermet dan ketidaksejajaran mandrel relatif terhadap busing dapat menyebabkan chipping pada bagian atas busing. Ketika busing tembaga dipasang, ini biasanya tidak terjadi.
Cincin penahan pada pemandu (jika tidak pada pemandu) dipasang segera sebelum pemasangan busing dan busing dipasang sampai berhenti dengan cincin penahan di badan kepala.
Busing yang baru dipasang diperiksa oleh katup baru, yang harus masuk dengan bebas, tetapi pada saat yang sama dengan kekencangan yang sedikit terlihat, dan tidak boleh "menggigit" sepanjang panduan.
Jika perlu, busing dilintasi dengan reamer, yang ukurannya dipilih sesuai dengan ukuran batang katup. Setelah operasi- penggantian panduan katup, perlu untuk menggiling katup, karena pemandu baru memiliki pusatnya sendiri, dan harus dipusatkan dengan dudukan katup.
Salam untuk semua pecinta perbaikan sendiri mesin, motor atau mobil mereka. Pada artikel ini kita akan berbicara tentang yang cukup kecil, tetapi detail penting setiap mesin - panduan katup. Meskipun ukurannya sederhana, panduan katup adalah bagian yang sangat penting, dan cepat atau lambat setiap pengemudi berpengalaman akan tertarik padanya, bahkan orang yang memberikan motornya untuk diperbaiki ke layanan mobil.
Busing pemandu dari mesin apa pun memberikan arah yang tepat dari gerakan bolak-balik katup, untuk membuka dan menutupnya pada waktu yang tepat, dan keadaan pasangan katup semak bergesekan secara langsung mempengaruhi konsumsi oli mesin, serta pas dan pas dari cakram katup ke dudukannya. Selain itu, selongsong pemandu adalah bagian di mana panas dikeluarkan dari batang katup ke kepala mesin. Panas juga dikeluarkan ke kepala mesin melalui cakram katup dan dudukan (saat katup dalam keadaan tertutup).
Munculnya sadel dan pemandu katup sekaligus menjadi pendorong untuk mengganti kepala mesin besi tuang yang terlalu panas dengan kepala aluminium yang lebih canggih yang menghilangkan panas lebih baik dan mendinginkan lebih cepat.
Memang, pada saat kepala besi cor, tidak ada busing pemandu dan kursi katup, yaitu, bagian-bagian ini menjadi satu dengan badan besi cor kepala. Dan dalam kasus keausan lubang pemandu di mana batang katup meluncur, serta dalam kasus keausan (atau burnout) dudukan cakram katup, kepala besi tuang harus diganti dengan yang baru.
Namun di sisi lain, setiap keputusan desain kepala mesin bisa datang dari berbagai alasan. Bagaimanapun, proses pemindahan panas dari katup ke bagian monolitik dan melalui bagian yang ditekan (lengan atau kursi) sangat berbeda. Dan jika selongsong ditekan ke badan kepala, maka suhu rata-rata katup buang sebagian besar mesin bensin adalah sekitar 400 derajat, dan suhu maksimum bisa mencapai lebih dari 800 derajat.
Dalam desain kepala monolitik, ketika busing tidak ditekan ke kepala, tetapi hanya lubang pilot yang dibor di badan kepala, suhu rata-rata katup buang kurang - sekitar 300 - 315 derajat, dan suhu maksimum mencapai tidak lebih dari 700 - 720 derajat.
Tapi tetap saja, meskipun suhu kepala monolitik lebih rendah, mereka secara bertahap ditinggalkan karena tidak dapat diperbaiki (walaupun mereka dapat diperbaiki - bosan dan disekrup, tetapi suhu pemanasan katup, dengan demikian kepala besi yang dipulihkan, akan jauh lebih lebih tinggi dari aluminium).
Saya pikir mereka meninggalkan kepala monolitik besi cor karena beratnya, dan karena heat sink mereka lebih rendah dibandingkan dengan aluminium. Ingat saja bagaimana silinder besi tuang mesin lama memanas, dan bagaimana silinder aluminium modern (atau blok silinder) memanas. Secara alami, mesin yang lebih modern dengan silinder aluminium lebih sedikit memanas.
Bahan untuk pembuatan pemandu katup.
Sebelumnya, bushing diasah dari besi cor (dan bahkan sekarang pada beberapa motor juga, dan akan menjadi jelas mengapa di bawah), tetapi beberapa saat kemudian, sermet juga digunakan (mencampur tembaga, grafit dan bubuk besi dalam proporsi yang tepat dan kemudian menghamili campuran ini dengan minyak dan kemudian menekan dan sintering pada suhu tertentu).
Bushing pemandu keramik-logam masih dapat ditemukan, misalnya, di 412 Moskow, atau "halaman rumput" - GAZ 66. Tetapi minus dari busing tersebut adalah Anda tidak dapat membuatnya sendiri (di mesin bubut), karena peralatan khusus diperlukan. Bushing atau bushing besi cor yang terbuat dari kuningan atau perunggu dapat dikerjakan pada mesin bubut konvensional untuk semua, bahkan mobil atau sepeda motor yang langka.
Untuk motor uprated yang lebih modern, termasuk yang supercharged, bushing mulai diasah dari aluminium perunggu. Paduan ini mampu memberikan pembuangan panas yang lebih baik dari batang katup. Selain itu, paduan ini aus dengan sangat lambat akibat gesekan, bahkan dalam kondisi pelumasan pasangan gosok yang tidak mencukupi (selongsong katup). Ini kualitas penting sangat berguna untuk mesin supercharged yang ditingkatkan, di mana kondisi pelumasan batang katup dan bushing sangat buruk, karena suhunya sangat tinggi di sini (minyak apa pun hampir kehilangan sifat pelumasnya).
Dan pada batang katup buang, kondisinya bahkan lebih buruk, karena lebih panas. Tetapi pada intake valve, kondisi pelumasan juga buruk, karena oli tertiup keluar dari zona gesekan batang katup oleh aliran udara di intake manifold, yang berada di bawah tekanan berlebih dari kepulan.

Di sebelah kiri, busing pemandu terbuat dari perunggu, dan di kanan terbuat dari besi tuang.
Nah, pada beberapa mobil asing, seperti Volvo, Audi, Anda bisa menemukan bushing pemandu berbahan kuningan. Tetapi lebih baik, tentu saja, untuk menajamkan busing yang terbuat dari perunggu, karena memiliki koefisien gesekan yang lebih rendah. Selain itu, kuningan dan perunggu memiliki konduktivitas termal dua kali lipat dari besi tuang dan ini merupakan keuntungan yang sangat berguna dibandingkan busing besi tuang.
Tetapi ketika memasang busing pemandu yang terbuat dari kuningan atau perunggu pada mesin Anda, meskipun faktanya lebih licin dan tahan aus daripada besi tuang, Anda harus mempertimbangkannya. poin penting. Seperti dapat dilihat dari tabel (di bawah), kuningan dan perunggu memiliki koefisien muai panas yang jauh lebih tinggi daripada besi tuang. Dan ini berarti celah antara batang katup dan busing pemandu yang terbuat dari perunggu atau kuningan harus lebih besar dari pada busing besi tuang, jika tidak, saat dipanaskan, katup akan macet di lubang busing.
Dengan celah yang lebih kecil dari yang dibutuhkan untuk kuningan, saat busing dipanaskan, ia mengembang dan celahnya hilang sama sekali. Dan katup melanjutkan gerakan bolak-baliknya. Akibatnya, kuningan mulai mengoles (menyelubungi) pada permukaan keras (HRC 50-60) batang katup, dan ini semakin memanaskan bagian yang bergesekan. Akhirnya, batang katup baja dan bushing kuningan dilas bersama. Akibatnya, motor gagal, dan ketika membongkarnya, terkadang sangat sulit untuk merobohkan katup yang dilas, dan sebagai aturan, itu tersingkir bersama dengan selongsong.
Selain itu, kuningan dengan kandungan tembaga rendah, seperti L68, L70, L62, lebih mudah terbungkus. Angka pada penunjukan di sebelah huruf berarti persentase tembaga dalam kuningan, selebihnya adalah seng.
Tetapi dengan celah yang lebih besar dalam perkawinan batang katup dan lengan pemandu, konsumsi oli mesin akan meningkat (meskipun segel katup baru). Tapi ini bukan satu-satunya, dengan celah yang lebih besar dan penggerak katup melalui rocker dan tuas, ada sedikit, tetapi masih ada gaya lateral yang bekerja pada batang katup.
Dan karena ini, pemasangan yang tepat dari cakram katup ke kursi sedikit terganggu (sangat sedikit ketidaksejajaran), dan ini berarti, meskipun sangat kecil, tetapi masih kehilangan kekencangan katup (tentu saja, tidak seperti pada motor yang aus, tetapi tetap saja). Tetapi ini hanya terjadi sampai mesin memanas, karena ketika dipanaskan, busing mengembang dari pemanasan dan celahnya hampir sepenuhnya berkurang, dan katup mulai bekerja dengan sangat lancar.
Tetapi di sisi lain, busing yang terbuat dari kuningan, dan terlebih lagi dari perunggu, jauh lebih baik daripada busing besi dalam hal sumber daya, karena lebih lambat aus, karena memiliki koefisien gesekan yang kecil.
Nah, jika celahnya terlalu kecil, kondisi pelumasan terganggu, dan seperti yang saya katakan, batang katup bisa macet di lubang selongsong. Oleh karena itu, keakuratan celah antara lubang selongsong dan batang katup sangat penting, dan ukuran celah ini tergantung pada kondisi suhu masing-masing mesin, serta pada bahan selongsong. Sederhananya, untuk setiap bahan (paduan) busing, izinnya sendiri diperlukan.
Dan karena kuningan atau perunggu mengembang lebih banyak saat dipanaskan daripada besi tuang, itu berarti bahwa ketika Anda memasang bushing kuningan atau perunggu pada mesin Anda, celah antara lubangnya dan batang katup, pada suhu (normal) yang sama, harus selalu lebih besar. dari celah bushing besi cor. Secara alami, pada mobil asing dengan busing kuningan atau perunggu, celahnya lebih besar dari pada besi tuang, dan ketika memperbaiki (mengganti) busing, selalu perlu untuk memeriksa dan membandingkan celah ini dengan yang ditunjukkan dalam manual mesin tertentu.
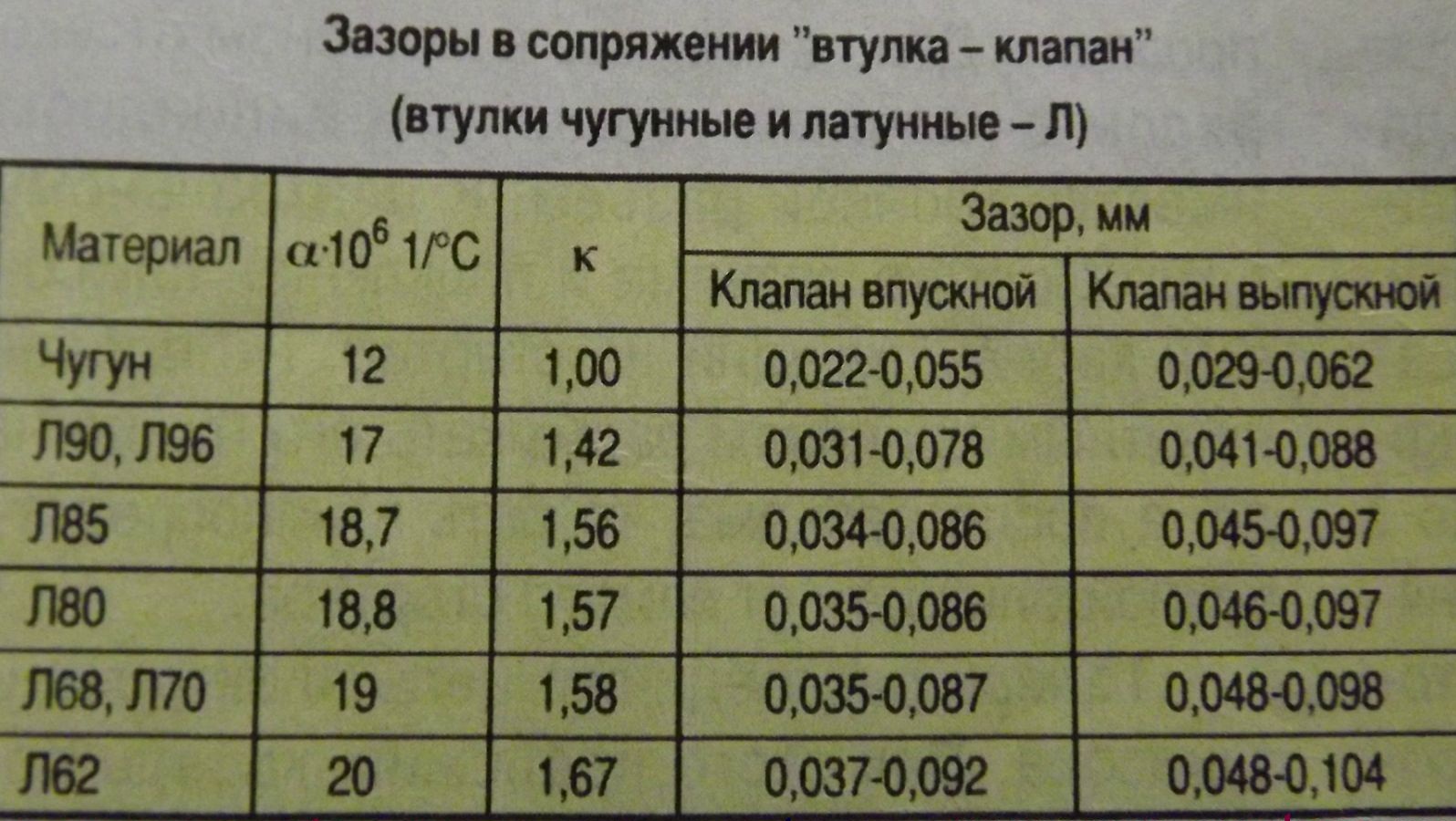
Tabel jarak bebas antara selongsong katup dan batangnya.
Jika Anda tidak bisa mendapatkan busing asli untuk kepala mesin mobil atau sepeda motor Anda, dan akan memesan turner untuk mengubah yang baru, tetapi Anda memiliki yang besi cor, dan Anda menginginkan yang kuningan (atau sebaliknya), maka Anda harus buat lubang pada busing sesuai dengan tabel di sebelah kiri di sini , yang mencantumkan jarak bebas antara batang dan selongsong untuk setiap bahan. Tabel menunjukkan celah yang bergantung pada koefisien ekspansi linier bahan yang berbeda (dan, tentu saja, koefisien ekspansi saat dipanaskan, busing dibuat darinya, saat motor berjalan).
Hanya perlu diingat bahwa ketika memutar selongsong, lubang di dalamnya harus selalu dibor dengan diameter lebih kecil dari yang dibutuhkan agar dapat membawa lubang ke diameter yang diinginkan setelah pengeboran menggunakan alat untuk membesarkan lubang. Ini akan memungkinkan Anda untuk membuat permukaan bagian dalam lubang yang normal (halus) di selongsong - ini penting.
Setelah memutar busing baru dan reaming lubangnya untuk memberikan celah batang katup di lubang seperti pada tabel (kuningan memiliki ekspansi yang hampir sama dengan perunggu, sehingga perunggu tidak ditampilkan di tabel), busing lama ditekan keluar dari kepala dan yang baru ditekan.
Saya harap artikel ini akan membantu banyak tukang reparasi pemula untuk memiliki pemahaman yang lengkap tentang panduan katup, serta pentingnya jarak bebas yang benar antara mereka dan batang katup, sukses untuk semua orang.